
Electric servo motors are rapidly replacing mechanical, hydraulic, and pneumatic actuation systems in plastic injection molds, particularly those used in medical cleanrooms, where clean, precise mold actuation can make a significant difference to part quality. In general, servo motors are becoming more common in medical injection molding work cells, thanks to the growing installed base of electric injection molding machines. Already, electric machines represent about half of the total injection molding machines sold annually in the United States, and the percentage is even higher in Japan. This trend, coupled with more-frequent use of servo-actuated robots in injection molding and innovations in electric injection molding machinery, has brought servos to the forefront.
Compared with traditional hydraulic and pneumatic mold actuation systems, servos offer improved cleanliness, higher precision, and more-consistent control, as well as added functionality and energy savings. By leveraging effective software programming on the servo controller, molders gain greater process flexibility with the ability to significantly and rapidly change molding sequences. At the same time, servo technology itself is being improved to enable highly efficient, low-inertia motors that deliver faster performance, higher reliability, and greater power.
Servo motors can drive a wide range of functions in today’s injection molds, including mold core plate rotation to enable two-material stack molding, or replacing conventional plate forward and back motions often used to eject parts or operate hot runner valve gate systems. Importantly, the precise, rotary motion of servos can simply and efficiently replace the rotary ejection mechanisms used for unscrewing threaded parts such as bottle caps and closures.
Advantages of Servo-Actuated Molds
The medical device industry has taken the lead in embracing the advantages of all-electric injection molding to improve production speed, quality, and cost-effectiveness. One key reason why servo-actuated molding is well suited for manufacturing plastic medical device parts is its superior cleanliness. Hydraulic actuation systems can leak and cause contamination in cleanroom environments. Just a single leak can contaminate many parts and shut down complete work cells. Even when this risk is minimized, hydraulic oil moving in and out of the reservoir can create a fine, airborne mist that coats nearby surfaces.
Similarly, pneumatic actuation systems inevitably result in air exhaust and additional air disturbances in the work area, stirring up particulate. Cam-actuated mechanical systems, which are prone to wear over time, typically need lubrication that can cause contamination. In contrast, servo motors do not require lubrication and are clean and self-contained, making them ideal for cleanroom environments. Their attributes also promote extended, reliable operation and can be set up to minimize maintenance requirements.
Another factor driving servo motor adoption in medical device molding is the increasing necessity to reduce energy costs. Pneumatic and hydraulic systems rely on energy-intensive pumps and compressors that run continuously to maintain the proper pressure, even when the injection molding equipment is idle. In contrast, servos only require electricity when activated. As an example, studies indicate that all-electric machines often consume less than half of the energy used by hydraulic-actuated injection molding machines. These same benefits can be carried into the injection mold.
Servo motors are well known for delivering high accuracy and repeatability — critical factors in quality assurance for medical devices. For exceptional accuracy, servo motors can be programmed with sophisticated, easily modified actuation sequences, enabling greater flexibility and nuance in speed and force versus mechanical latches or hydraulic or pneumatic cylinders. Instead of physically changing latch hardware or adjusting valves, an operator can easily program a servo to, for example, quickly move a 300-lb mold plate 15 mm and then deliver a gentle stop by ramping down the speed in the last millimeter — instead of slamming into a hard stop. In addition to delivering greater precision, this controlled close reduces high, repeated stress on the mold components and extends the tool’s useful life.
Repeatability is easier to achieve with all-electric injection molding than with hydraulic actuation systems. Hydraulic oil characteristics can vary with temperature changes and aging, while all-electric mechanical drives with servo motion control use absolute encoders, which can detect a very small shift in positioning.
Programmable controls are the basis for the high accuracy and precision (within microns) of servo motors. By way of comparison, pneumatic actuations typically operate with a valve open or closed, providing very limited process control. Hydraulic cylinders are controlled by a proportional flow valve, which is limited in its ability to quickly and accurately control speed and force of the movement.
Programming also enables servos to be integrated with existing equipment. Not only does servo software allow operators to quickly adjust and simultaneously control torque and revolutions per minute (rpm), it can interface with molding machine and hot runner temperature control systems to provide a consolidated view that increases ease of use and efficiency. Effectively utilized, this integrates directly with the servo controller software on the machine, providing the operator with more-comprehensive control and improved interlock safety.
Next-Generation Servo-Actuated Molds
Advances in servo technology are opening up opportunities to design new molds, or retrofit existing molds, to improve manufacturing efficiency and speed. The versatility of servos allows for many different configurations. Multiple motors can perform the same task when additional force and torque are needed. Alternatively, multiple motors can handle different tasks, such as one servo to activate valve gates for hot runner nozzles and another to move the racks used for unscrewing threaded parts.
Of course, adding functions increases the complexity of the control system, requiring careful sequencing of these operations. This may require customized software that provides separate but coordinated controls for all key variables and can be adjusted by the operator. Ideally, the mold maker should provide this software, but currently many do not offer this expertise. One important consideration in moving to servo-actuated molding is finding mold makers that focus on servo technology and understand how it can positively influence mold design.
Innovative Mold Designs

Although servos can replace traditional hydraulic-actuation system molds such as rack-and-pinion unscrewing tools through retrofitting — which permits rollback to the old system if needed — much more is possible with this new technology. More importantly, servo technology enables mold designers to completely rethink mold actuations by leveraging the rotational motion of servo motors.
In a typical threaded part mold laid out with rows and columns, the actuation system — whether hydraulic or electric — must translate linear (up and down) motion of the rack into a rotational force to unscrew the parts. By redesigning the mold to take advantage of the natural, rotational force of the servo motor, a mold maker can apply that rotation directly, through gears, to the cavities and cores. This approach uses fewer moving parts and provides a more direct method for transferring rotational force to the plastic components.
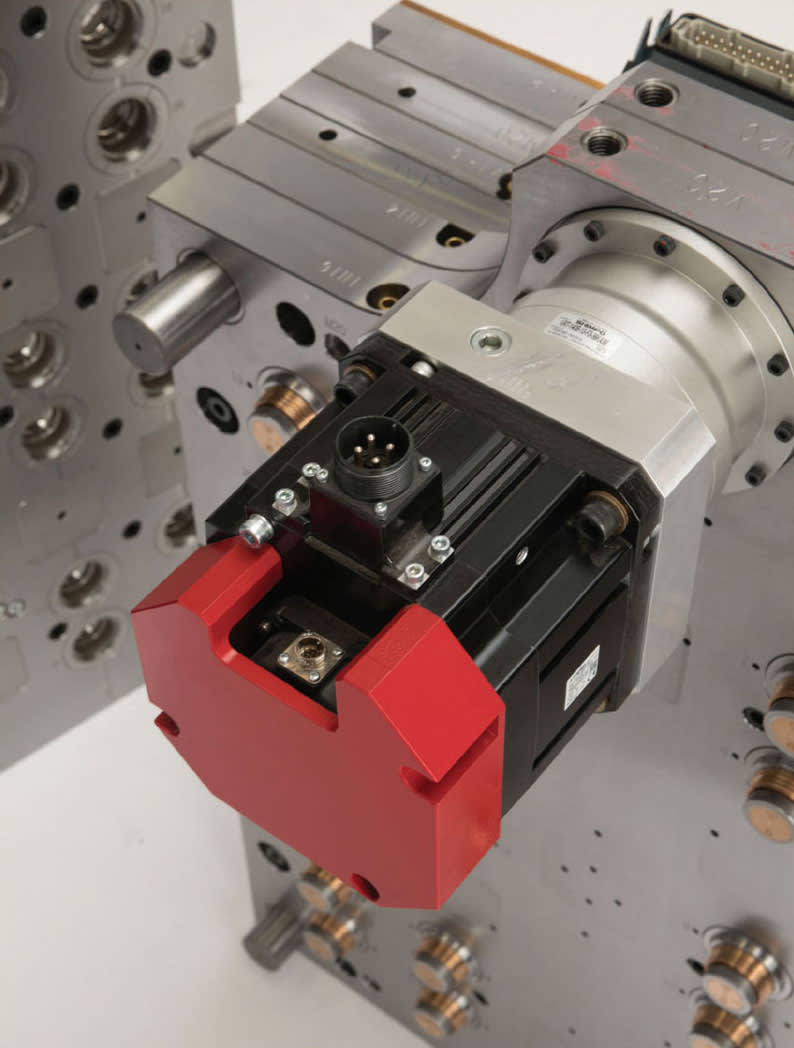
NyproMold’s patented Continuous Cam Servo Unscrewing mold design leverages direct drive actuation of the unscrewing cores to ensure fast, clean and precise actuation of an unscrewing mold (see Figure 1). With a rotary cam configuration, there is no need to reset racks after each shot, saving valuable time. Further, this design eliminates the rack and any design constraints due to the rack’s stroke of travel. With a hydraulic actuation, unscrewing parts with very long threads needs a rack with a correspondingly long stroke of travel to unscrew them from the mold. Allowing enough distance to enable the stroke can result in very tall hydraulic cylinders and in extreme cases may be limited by its length of travel interfering with the floor. A continuous, circular motion as used in the Continuous Cam Servo Unscrewing system can unscrew the longest of threads without this typical constraint on travel stroke.
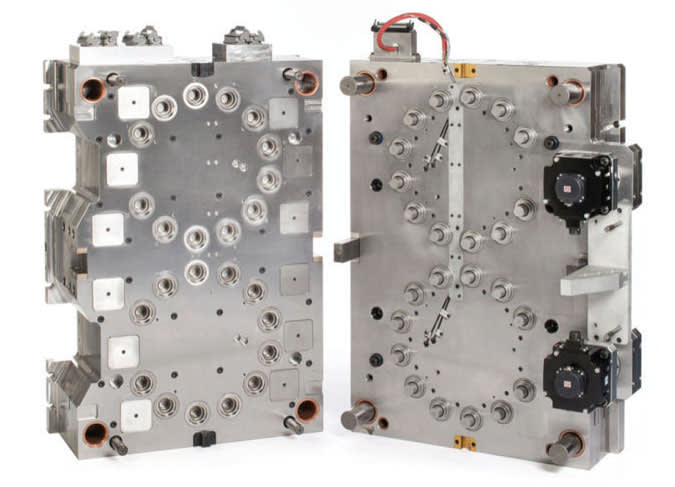
Servos support compact mold designs that incorporate a larger number of cavities than a conventional mold to boost productivity. Compared to an existing conventional hydraulic unscrewing mold with a large, bulky rack-and-yoke mechanism, the 24-cavity mold in Figure 2 was designed to double the output of an injection molding machine by providing 50 percent more cavities, improving cycle time. The overall cycle time was enabled through the Continuous Cam Servo Unscrewing system, which enabled a faster unscrewing mechanism and better cooling.
For cleanroom operations, the direct-drive, servo-actuated system ensures precise, clean operation. Elimination of exposed racks used in a conventional unscrewing mold means no grease and debris from the racks is exposed to the parts.
Conclusion
While a servo motor may cost more than a hydraulic or pneumatic cylinder at the time of initial installation in the mold, the economic benefits of this technology add up quickly. Improvements in cycle time, higher part quality, better consistency (reduced scrap), along with energy savings and extended mold life from better actuation control often deliver rapid returns on capital investment in a retrofitted or new mold with servo actuation.
This article was written by Robert F. Irwin, Director, New Business Development, NyproMold, Clinton, MA. For more information, Click Here .

