

Single-use medical devices, pharmaceuticals, components, and packaging that need to be sterile must be treated with an appropriate and validated technique. It is also important to formally assess the potential effects of the sterilization process on product and packaging materials.
This article describes the most commonly used industrial sterilization techniques, which are radiation sterilization (gamma and electron beam) and gas sterilization (ethylene oxide), and their effect on commonly used materials.
Gamma Sterilization
Gamma sterilization uses a radioactive source, typically Cobalt-60 (60Co), which emits high energy gamma rays. Ionizing radiation can modify physical, chemical, and biological properties of materials. Currently, principal industrial applications of radiation are for sterilization of healthcare products (including pharmaceuticals), irradiation of food and materials modification (such as polymer cross-linking).
Gamma sterilization is a “cold” sterilization technique, where temperature is not a key parameter. Temperature may increase slightly in the product due to ionization, but gamma sterilization may be effective at ambient, refrigerated, or even frozen conditions. The key parameter is the dose received by the product. The dose is dependent on the presentation to the source and the time exposed to the gamma ray source.

Gamma rays, emitted from 60Co, are pure energy, similar in many ways to microwaves and x-rays. Gamma rays delivered during radiation sterilization alter chemical bonds by interacting with the electrons at the atomic level. Although gamma rays are highly effective in reducing or eliminating microorganisms, they do not have sufficient energy to impart radioactivity on the device or component being sterilized.
The minimum dose required to sterilize a product is based on its bioburden (i.e., the microbiological contamination on the product) and the maximum acceptable dose is driven by the radiation tolerance, and stability, of the product.
Gamma sterilization may be performed on individual boxes, in irradiation containers usually referred to as totes, or on pallets.
Packaging for Gamma Radiation
Because there is no requirement for pressure or vacuum, gamma radiation eliminates the need for gas permeable packaging materials as required for EO processing. Packaging is developed and formulated for radiation stability. Tough, impermeable packaging materials provide a strong, long-term sterile barrier.
Materials compatibility. Gamma radiation is compatible with many plastics, all metals, and glass (subject to color change). Some polymers, however, are affected either by embrittlement, discoloration, or degradation.
Note that gamma rays generate free radicals that can further react and degrade the materials. The nature of the reactions of these free radicals depends on the nature of the plastics, the presence of oxygen, the absence/presence of additives (antioxidants may be added to limit the free radicals), the dose applied to the material, and other environmental factors. Some polymers that are quite resistant to temperature, chemicals, and acids, such as PTFE, may be extremely sensitive to radiation. Table 1, derived from AAMI TIR 17:2008, ranks polymers according to their relative resistance to radiation. 1
Electron beam (E-beam) Sterilization
Electron beam sterilization does not use a radioactive source and, instead, product is sterilized by exposure to a concentrated charged stream of accelerated electrons generated by an electron accelerator. Electron accelerators are capable of producing electron beams that are either pulsed or continuous. E-beam radiation is a form of ionizing energy that is generally characterized by its relatively low penetration and high dose rates.
In comparison, gamma radiation has high penetration and low dose rate, while E-beam has high dose rate and low penetration, but either technology can give a reproducible irradiation process.
E-beam irradiation is similar to gamma processing in that electrons alter various chemical and molecular bonds in the exposed product, including within the DNA of microorganisms.
The dose can be delivered to the product much faster than for gamma, but the penetration of the electrons is more limited than gamma rays. The technique is indicated more for low-density and uniform products. Typically, the irradiation container for E-beam processing is the individual product box. The boxes are typically irradiated on one side and then rotated 180 degrees to expose the opposite side.
Packaging for E-beam is quite comparable with that used for gamma and the compatibility with materials is also quite similar, and the information presented in Table 1 may also be applicable for the E-beam process.
Ethylene Oxide

Ethylene oxide (EO) is a medium temperature sterilization method (40–55 °C), and microbiocidal lethality is achieved by chemical reaction (alkylation) of proteins and DNA within bacteria. The alkylation process requires moisture to act as a catalyst to open the epoxy bond, so preconditioning and/or conditioning are an essential part of the ethylene oxide sterilization process
EO is a colorless, odorless, volatile, and toxic gas that is carcinogenic and highly explosive from 2.7 percent in air up to 100 percent. Extreme caution must be taken to use this highly reactive molecule.
EO sterilization is typically a three-step process, starting with preconditioning in a room or cell, then sterilization in a chamber, and finally, desorption of gas in heated aeration in a room or cell. Preconditioning is used to heat up and humidify the products in order to present them in homogeneous favorable conditions for efficient sterilization.

The sterilization step occurs in a closed, airtight chamber, where vacuum is applied to remove air both to facilitate ethylene oxide diffusion and penetration and also to avoid explosive mixtures of ethylene oxide gas. Steam injection is performed to enhance moisture levels in the sterilizer environment and then gaseous ethylene oxide is injected in the chamber.
The gas remains in contact with the products during a defined and validated exposure and high time and then vacuum is reapplied to remove the EO from the load. Several pulses of nitrogen and/or air then occurs to remove more EO from the load. The key parameters that are playing a role in the sterilization efficiency are temperature, gas concentration, moisture, and exposure time.
The final step is heated aeration, which is typically performed at temperatures between 40° and 50 °C, with air circulation. This final step is necessary to remove the EO from products and packaging and render the products safe for use on a patient (limits in the products are dictated by the nature of product contact with the patient and are defined in ISO 10993-7).
EO sterilizers may have various sizes, and the loads are typically presented in pallets. Some sterilizers may handle a full truckload (>100 m3 volume).
EO packaging. The packaging used for single-use EO sterilized medical devices or pharmaceutical applications must combine sterile barrier properties and breathability to allow gas penetration and removal. It must also be resistant to vacuum.
Materials compatibility. Ethylene oxide is compatible with many plastics. Metals and glass do not absorb ethylene oxide and are do not present any problems for sterilization. However, ethylene oxide is not suitable for sterilization of the following items:


- Liquid solutions (EO is highly soluble and will be dissolved rather than sterilize).
- Protein type material (degradation).
- Products placed in non-breathable packaging.
- Caution must be taken with the following items:
- Electronic devices, batteries, and powder that may induce exothermic reaction and therefore create an explosion risk.
- Vacuum-sensitive products.
- Mated surfaces (stopcocks, three-way valves).
Ethylene oxide is highly compatible with most plastics and polymers with a few limitations. Table 2 classifies the polymers into three categories: highly compatible, mostly compatible, and not recommended.
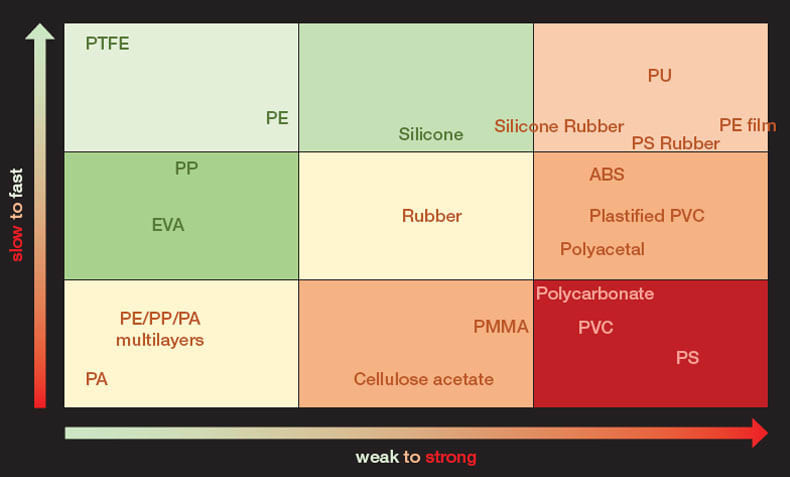
EO residues. One of the main negative aspects of EO sterilization is the residues remaining after process. In order to remove of the residual gas (EO) or by-product (ethylene chlorohydrin [ECH], formed in the presence of chlorine ions), a heated aeration step is required. Desorption kinetics is influenced by temperature but also by the nature of materials. The polymers have various absorption, adsorption, and desorption properties. The adsorbed EO is relatively easy to remove during the sterilization cycle, where absorbed EO is more difficult to eliminate.
The material thickness, the available surface, and its relative roughness influences directly the desorption behavior. The chart in Figure 1 classifies the polymers by absorption and desorption characteristics. It is important to note that the chart is not exhaustive; it is based on literature as well as gathered experimental data at industrial scale. 2 Table 3 considers the three major sterilization techniques and presents their respective characteristics.
Conclusion
For many materials used to manufacture medical device and pharmaceutical components and packaging, it is possible to select and validate an appropriate and compatible industrial sterilization technique. To do so, it is important to evaluate the products’ physical limitations to select and design the proper sterilization conditions that will provide a sterile and safe product.
This article was written by Grégory Grams, SteriPro Consultant, EMEAA, for Sterigenics (Oak Brook, IL). For more information, Click Here .

