
The process of manufacturing high-quality and reliable balloon catheters is critical to a number of advanced medical treatments for patients including balloon angioplasty, stent and drug delivery, transcatheter aortic valve implantation, atherectomy, renal denervation, and laser balloon angioplasty. These minimally invasive procedures have vastly improved quality of life, increased patient safety, decreased recovery times, and lowered treatment costs for patients around the globe.
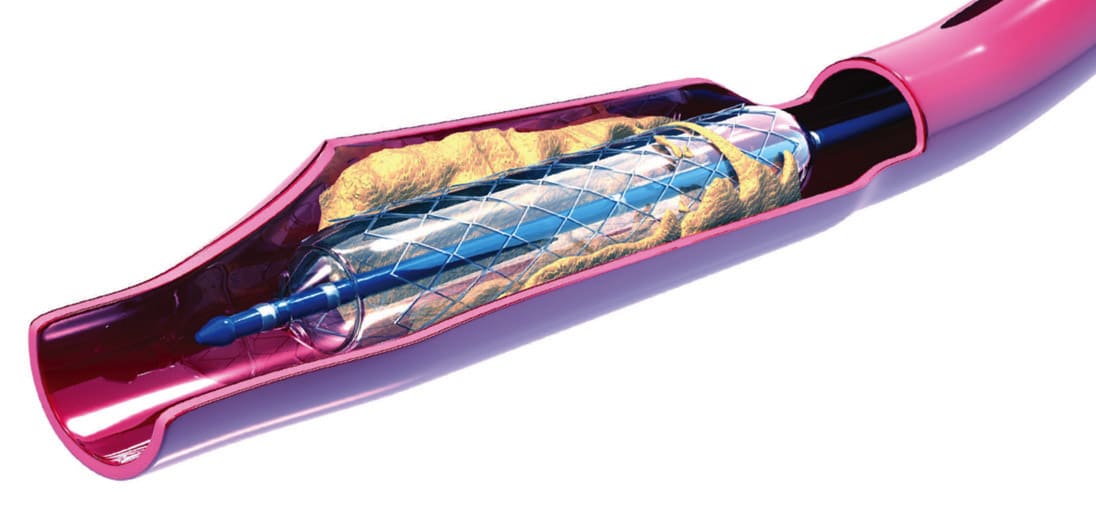
Balloon catheters are polymer balloons that are attached to catheters at points on each end of the balloon. The bond made between the balloon and catheter requires heat sealing via direct thermal compression, RF welding or laser processing. In each case, the process requires a hard surface inside the catheter/balloon pair to press against in order to optimize the bond, enabling it to contain the inflation pressures required during use. A precisely sized wire forming-mandrel is inserted through the catheter and the overlapping balloon in order to stage the assembly for sealing. After the sealing process is completed, the mandrel is then withdrawn from the assembly.
These forming-mandrels are typically fashioned from medical-grade stainless steel, with highly specialized varieties made from other exotic alloys including the shape memory alloy called Nitinol (an alloy of nickel and titanium). Mandrel lengths can range from a few inches to 120 in. After the completion of the bonding process, the mandrel wire must be withdrawn from the assembly without damaging the new bond, meaning the mandrel must not stick to the newly formed bond. A bare mandrel wire will be difficult to remove and will damage the bonds. To combat this issue, the removal process is facilitated by the use of a permanent release-coating on the mandrel, which is generally one of two coatings, Parylene or polytetrafluoroethylene (PTFE).
Both coating materials have similar cost and performance and have been successfully used on catheter forming mandrels for decades. Concerns, however, are growing regarding the use of fluorinated polymers for both direct and indirect human exposure, with government regulators taking action to limit and eliminate their use in various industries. Collectively called PFAS materials (per-and polyfluoroalkyl substances), PTFE is a subgroup that makes up a large portion of the PFAS market.
In early 2023, the European Chemicals Agency (ECHA) published a comprehensive PFAS restriction proposal that calls for the restriction of around 10,000 per- and polyfluoroalkyl substances. 1 Related indications from the U.S. Environmental Protection Agency (EPA) suggest that regulatory agencies across the globe are continuing on a similar path of reduction and elimination, creating uncertainty about the future of PTFE use on medical mandrels.
With respect to Parylene, the most common variant used on mandrels is Parylene N, which contains no fluorine or other halogens. SCS Parylenes have been proven to withstand typical temperatures used in the balloon attachment process using today’s most common materials including Polyether block amides (PEBAX®), polyurethane and polyethylene terephthalate (PET), with process temperatures typically between 175° and 225 °C. During the attachment process these temperatures are seen for periods of time between 20 and 45 seconds.
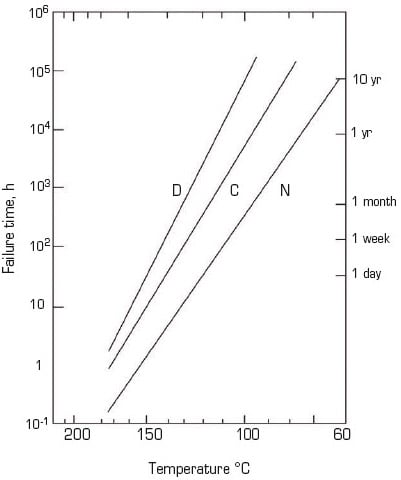
Service temperature exposure durations between 24 hours and 10 years are generally assessed for the use of Parylene at elevated temperatures, relying on a traditional thermal evaluation, which can be found in the Kirk-Othmer Encyclopedia of Chemical Technology. 2
The chart most often referred to for the Parylenes can be seen in Figure 1 and plots the failure points as the log of time versus temperature. Failure points are defined as a 50 percent loss in tensile strength, the resulting curve being based on an Arrhenius extrapolation. Temperature data from this chart provides estimated thermal endurances for Parylenes N, C, and D.
Since the balloon/catheter sealing process is significantly shorter than 24 hours, a more applicable method of determining suitability was required. Thermogravimetric analysis (TGA) allows for a more reliable predictor of short-term thermal endurance and has since become the standard for evaluating thermal behavior across many markets, and additionally informs us of the impact of the presence of oxygen on the material behavior. TGA analysis captures mass as a function of temperature under a chosen environment. Heating rates can be tailored to the application and are typically conducted at 1 degree K per minute, or 10 degrees K per minute. Analysis using the higher heating rate was examined for the purposes of a fast-heating application such as the thermal fusion of materials in the catheter forming process.
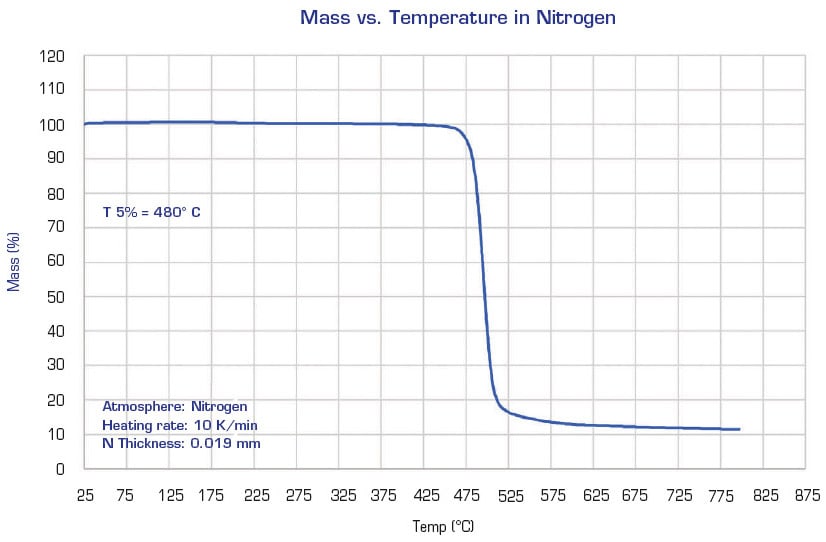
The example TGA results of Parylene N can be used to gain insight regarding suitability, and confirms why Parylene has become a coating material of choice for medical mandrels. Figures 2 and 3 illustrate the Parylene N response to increasing temperatures in air, and in nitrogen respectively. The value known as T5% is a measurement used in materials evaluations to describe the onset of thermal decomposition and is defined as the temperature corresponding to a mass loss of 5 percent. While not specifically considered a failure point, it provides an indication of the onset of thermal degradation.
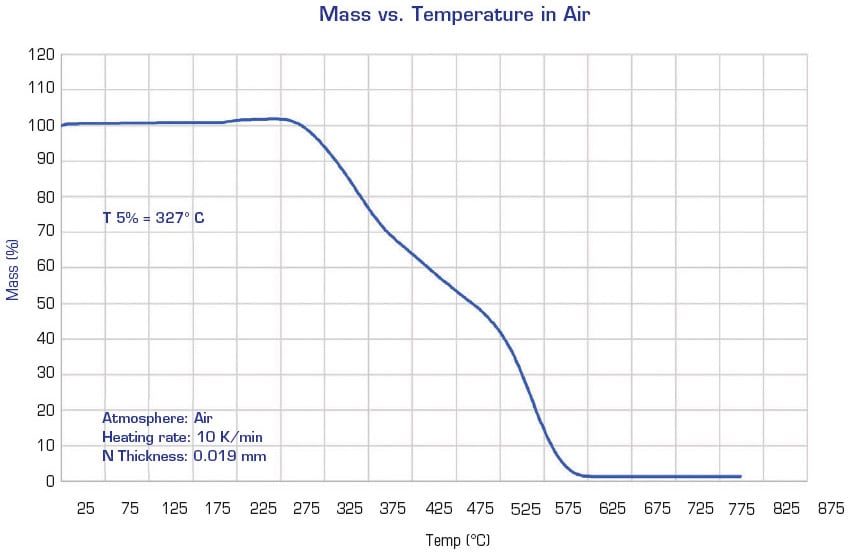
When the environment is air (Figure 2), the T5% value for Parylene N is 327 °C. In a nitrogen environment (substantially oxygen free) the thermal stability of Parylene N improves further. This improvement can be seen in Figure 3, which illustrates a T5% value of 480 °C.
Looking only at the short-term temperature capabilities of Parylene N shows indications that it can easily endure temperatures well above processing temperatures for PEBAX, polyurethane, and PET as well as other newer materials being developed. In a typical catheter manufacturing process, the configuration of the equipment and the materials to be fused provides some degree of confinement that limits the exposure to air/oxygen during the process. This results in an environment simulated by a point somewhere between the TGA tests in air and in nitrogen, placing the T5% value between 327° and 480 °C. This provides further assurance of the thermal capabilities of Parylene N in the catheter manufacturing process, specifically as a coating on the mandrel wires which must be easily removed after the sealing process has been completed.
With Parylene’s successful track record and well characterized thermal behavior, those manufacturers currently utilizing PTFE-coated mandrels may choose to avoid potential PFAS concerns in the future by turning to Parylene. As a vacuum-deposited long-chain polymerized coating, Parylene can provide the critical release capabilities in an ultra-thin coating. Its conformal nature facilitates the tight dimensional tolerances that are often required. Because it is not a liquid coating, it does not require curing, is not constrained by liquid physics, and is not subject to shrinkage and/or shedding. Parylene can also uniformly coat complex custom wire shapes and configurations that are becoming more common in today’s advanced catheter technologies.
References
- “Per- and polyfluoroalkyl substances (PFAS),” ECHA European Chemicals Agency.
- Kirk-Othmer Encyclopedia of Chemical Technology, John Wiley & Sons, Inc., Jan. 26, 2001.
This article was written by Dick Molin, SCS Medical Market Manager, Specialty Coating Systems. For more information, contact

