
Value engineering (VE) is an organized/systematic approach directed at analyzing the function of systems, equipment, facilities, services, and supplies for the purpose of achieving their essential functions at the lowest life-cycle cost consistent with required performance, reliability, quality, and safety.1 The implementation of the VE process on a problem typically increases performance, reliability, quality, safety, durability, effectiveness, or other desirable characteristics.
As a manufacturing technique, cold heading (along with roll forming) offers multiple opportunities to meet the criteria of value engineering applied to a variety of micro applications. Let’s start by understanding what it is.
Cold heading is a technique of component manufacturing achieved by the application of force with a punch to a metal blank, typically a wire, staged in a die. This method of forming is achieved by force alone, forgoing the application of additional heat or cutting and shearing. Here are some of the benefits of the process.
Strength. The cold heading process compresses material rather than removing it. So instead of weakening the part as screw machining does, cold forming actually strengthens it. This can be a major consideration in components that require high durability or added integrity.
Cost. The per-piece cost of cold-headed parts is often an order of magnitude less than that of parts made by screw machining. This is due largely by virtue of the significantly higher throughput capabilities of cold-heading machinery, at 90–300 ppm versus 5–30 ppm (typical) for screw machining. This results in a much lower application of overhead to each part than for other processes. Cold forming machines run 24/7 with little supervision, repeatably producing high-quality parts over millions of impressions.
Another factor that contributes to cost savings is the virtual elimination of scrap and its associated cost for recycling material as well as lubricating oil. Cold forming is a net or near-net shape process that eliminates or severely limits scrap, reduces energy, labor, and recycling costs.
There are other benefits of cold forming too, such as cleanliness (less oil) and reliable supply, but just considering the two most important in the VE equation — cost and strength — this article examines a few real-world examples of cold forming.
Example 1: Cost Reduction Plus Performance Improvement
In the first VE example applied to micro-miniature components, a large component manufacturer was seeking to redesign a pressure regulator pin with the objectives of reducing cost and improving performance. The new design presented several challenges for manufacturability. First, the design of the valve seat limited the weight of the part, so to reduce weight, the material between the rubber seal and the spring had to be as thin as possible. Second, the rubber seal molded into the valve seat required compliance with a strict flatness specification of ±0.002 in. to ensure the rubber overmold retention ring provided precise and repeatable seating.

The resulting part, manufactured by cold heading, had a very thin wall meeting the flatness specs, while at the same time, the valve’s surface strength was actually improved by virtue of work hardening the material property from the cold forming process.
But that’s not all. In addition to improving the component’s strength, the manufacturer benefited from a 70 percent cost reduction, 5× faster throughput, total elimination of scrap waste, and achievement of consistent quality at tight tolerances with no degradation of tooling or part compliance over production quantities exceeding 4,000,000 parts per year.
This example illustrates how cold forming techniques, properly applied, can solve multiple design challenges to both improve quality and reduce costs simultaneously.
Example 2: Reliable Supply, Improved Strength, Lower Cost
VE manifests the benefits of cold heading hypodermic cannulas used in the veterinary business in the following ways.

Availability. Due to the high production capacities of cold-heading machines, which can produce four times as many parts per minute as screw machines, suppliers are assured a steady supply. Quality inspections take place regularly, from first part approval through many millions of impressions, and just-in-time scheduling ensures customers never have to worry about inventory shortages.
Strength. These parts are cold headed in aluminum, a lighter and less-expensive material than stainless steel, but with excellent mechanical properties. The process of cold forming, which compresses material instead of removing it, adds to its material strength.
Cost. Cold-forming machines run non-stop with a single supervisor monitoring several stations, effectively distributing and reducing the total overhead burden. Throughput can be in excess of 100 parts/minute by cold forming. Add to that the total elimination of scrap plus lower overhead, and the cold heading savings per 1,000,000 pieces is nearly $27,000.
Example 3: Performance Improvement/Cost Reduction
A global fastener manufacturer sought a method to develop a net shape miniature threaded tube nut that incorporates an engineered friction surface wrapped around a work-hardened and tapped component part. The company also required a manufacturing method that would produce the part in high volumes at much lower cost than by machining.

The manufacturer was seeking a better alternative to a previously machined tube nut. When assembled, a spring fits around the nut, and to prevent the spring from slipping, a texture is required on its outside surface. Tumbling processes originally used did not deliver a consistent, repeatable texture which can reliably grip the part.
The cold forming supplier partner recommended a knurling solution and determined both optimal texture design and depth to prevent spring slippage during product use. Using cold heading together with roll forming, part functionality was improved, cost was reduced through scrap reduction, and production efficiency was improved over prior techniques to meet or exceed annual requirements.
The part was manufactured from UNS 2600 brass, and required a deep reverse extrusion of 0.467 ± 0.010 in., a #1-64 internal thread, and an outer diameter of 0.076 ± 0.001 in. Unique benefits of cold forming this component include:
Cross hatch surface finish mitigates spring slippage.
Cold forging improves material hardness.
100 percent net shape — no material scrap.
Significant cost reduction vs. machining.
Reliable consistency at volumes of 13,000,000 parts/year.
Example 4: Hardening Without Heat Treating
A domestic fastener manufacturer required a custom Incoloy A-286 fastener for a new product design. The part’s design involved three different geometric challenges: a convex head feature, a reverse hex extrusion, and a rolled thread over the backward extrusion.

The convex head and hex-shaped reverse extrusion were created by cold heading the part in the first phase of the process. As a result, the hex created by the reverse extrusion produced a stronger part than would have been possible by other means, such as machining, which would have significantly weakened the part. The part then went through a secondary process to thread-roll the part while maintaining the dimensional integrity of the hex cavity. Unique benefits:
100 percent net shape — no material scrap.
Work hardened head-to-shank interface.
Work hardened threads per AS8879.
Final tensile at 130,000 KSI, from original material tensile of 85,000 KSI.
Burr and sliver free condition with no mechanical secondary operation.
High throughput, low cost alternative to machining.
Example 5: Component Reduction / Elimination
Another way VE can improve value is by combining multiple assemblies into a single piece, thereby reducing the number of individual components as well as the assembly operation to put them together. Here again, cold heading can be the hero by virtue of planning the tooling progression and secondary operations (as needed) to combine separate parts into a single whole and doing so while strengthening the material’s native grain structure.
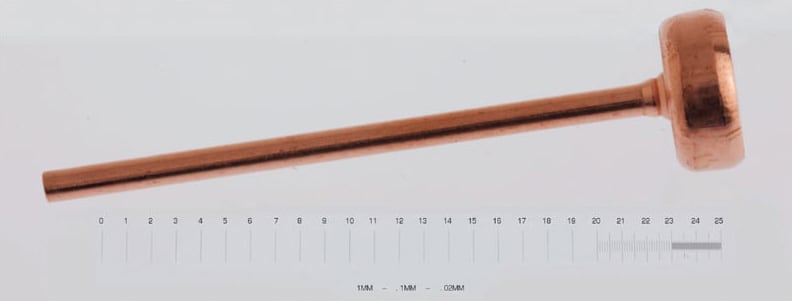
In the example shown above, the manufacturer used to braze the heat sink to the wire lead to create a copper assembly to which the silicon chip would be soldered at a later point in the diode manufacturing process.
This brazing operation needed labor to fill assembly boats with both copper pieces, braze chips, and solder flux. It then needed a brazing oven room and associated equipment to heat up the assembly for the braze attachment. The costs associated with this operation included significant factory floor space as well as the labor and braze materials.
The cold heading supplier offered an alternative, using a process that is capable of high ratio extrusions, where large diameter metal shapes could be extruded to extremely fine diameters. This process lent itself well to a one-piece manufacturing process. So, instead of brazing two pieces together, the cold forming vendor combined both pieces into one, eliminating the entire braze process.
In addition to significant cost savings, the one-piece part virtually eliminated concentricity error (i.e., the centrality of the heat sink to the 0.050 in. dia. lead). The one-piece construction improved the heat dissipating capabilities of the diode as well, enabling the heat to easily move from the large sink to the 0.050 in. lead without traversing a previous braze barrier. The combined device also incorporates a “moat” feature on the underneath portion of the heat sink which creates a more difficult path for moisture to penetrate, creating a more robust diode life.
Reference
- Office of Management and Budget, “Value Engineering,” Circular No. A-131, May 21, 1993.
This article was written by Tim Kardish, CEO, Sussex Wire, Inc. Easton, PA. For more information, visit here .

