
The future of manufacturing technology may be occurring at the molecular level, in a process known as pulsed electrochemical machining (PECM). PECM is an advanced variant of electrochemical machining (ECM), a nonthermal, noncontact material removal technology capable of small features, superfinished surfaces, and high repeatability for production parts. It is a newer, more precise variant of ECM technology that utilizes a pulsed power supply.
Simplified, both ECM and PECM work by utilizing a custom-machined tool (cathode) shaped as the inverse of the desired geometry on the workpiece (anode), and by running an electrolytic fluid with a pulsed current within the microscopic gap between the cathode and anode. This electrolytic fluid serves as both the catalyst for the electrochemical reaction and as a flushing agent that removes the byproducts of the reaction.
Traditionally, electrochemical machining has only served the aerospace and energy industries; however, in recent years, it has leveraged its unique advantages to serve the medical device manufacturing industry and beyond:
PECM is only concerned with the workpiece material’s conductive properties; therefore, material hardness is irrelevant, allowing PECM to machine tough stainless steel or cobalt-chrome components at a similar speed to aluminum or copper.
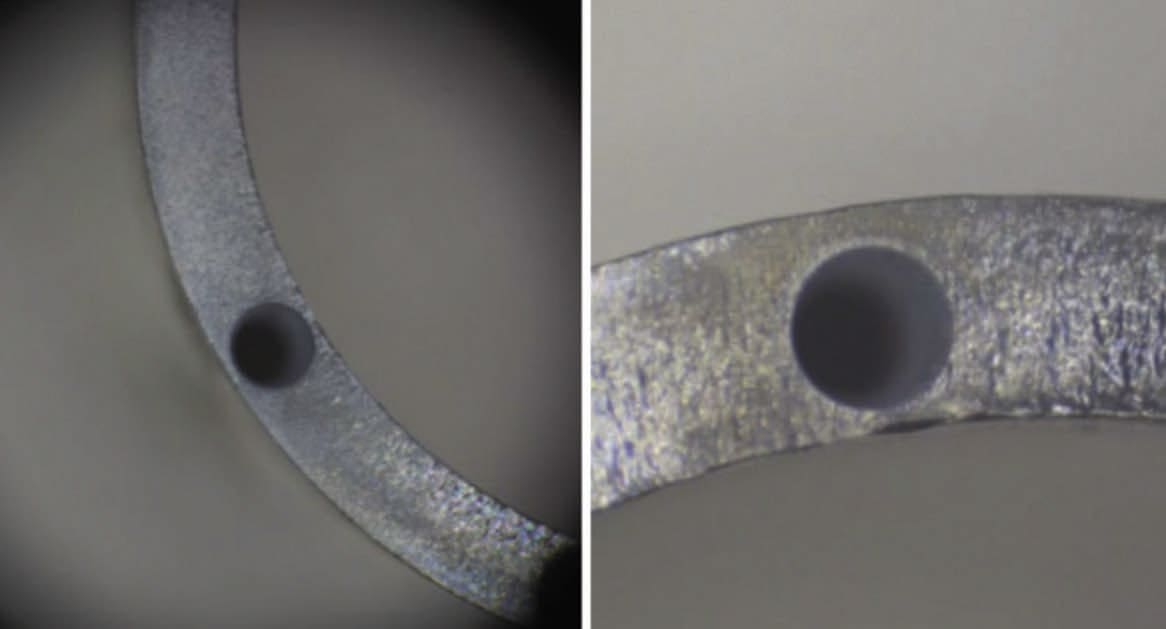
As the part is machined with no heat-affected zones or contact with the tool, PECM leaves a superfinished surface quality (0.005-0.04 μm Ra, or 0.2-16 μin. Ra) with no machining marks, burrs, or recast layers — advantageous for machining certain implantable medical devices.
Another advantage of this lack of contact or heat between the tool and workpiece in PECM is that it creates no tool wear, allowing a single tool to be utilized in high-volume production medical devices, such as disposable surgical instruments, with a high level of repeatability.
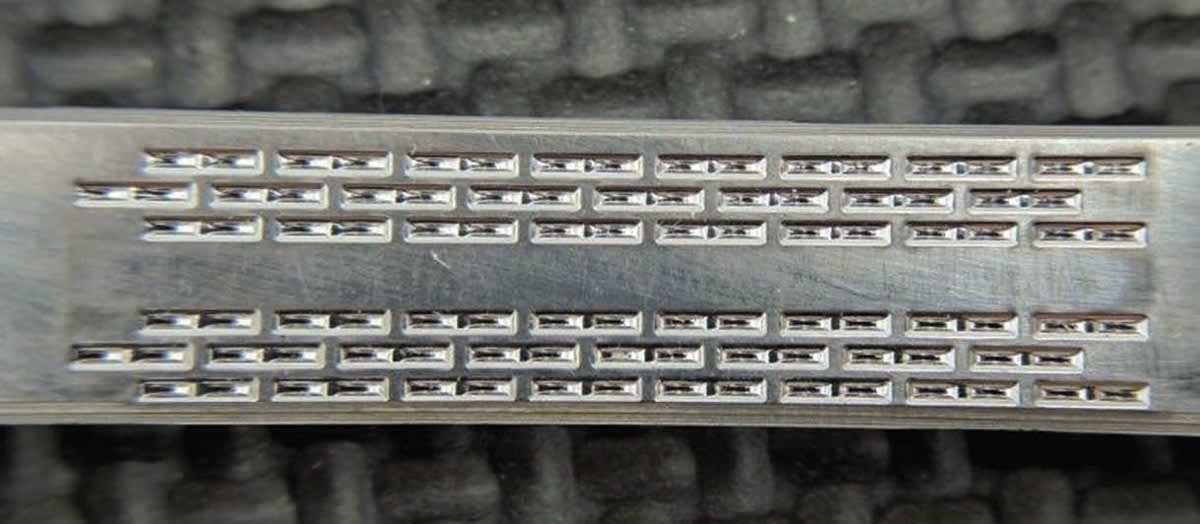
A good example highlighting the advantages of PECM’s capabilities can be found when comparing the machining processes for surgical stapler anvils, which require tough materials, precision machining, and high-quality surfaces down to <0.1 μm Ra, or 3.9 μin Ra.
The surface quality of the anvil pockets largely dictates the success of the staples to successfully close the wound (as opposed to misdirected or crumpled staples). These features, therefore, require manufacturing processes capable of both machining and finishing these unique, sensitive features on tough materials with a high level of efficiency and repeatability.
In addition, some manufacturing processes capable of this feat, such as coining, require the material to be in an annealed state before manufacturing and the impact forces during the process could wear or damage the features on both the part and the die if the part is hardened. This issue is exacerbated by the thin-walled features between each anvil pocket, which are particularly sensitive to both manufacturing process forces. Furthermore, the heat treatment step in and of itself can lead to distortions in the part’s geometry.
PECM’s capabilities, however, can be advantageous for machining not only the unique features of surgical stapler anvils, but on other complex medical devices such as orthopedic implants. PECM may be able to save resources by allowing certain parts to be machined after hardening, as opposed to taking the additional time needed for heat treatment. Furthermore, PECM’s lack of contact or heat allows it to machine sensitive areas of a given part without compromising tolerances.
Finally, PECM also machines and finishes a part simultaneously — providing a high-quality surface finish that improves a part’s corrosion resistance, sterility, and performance, while also saving manufacturers time.
These advantages, however, come with a few caveats:
By relying on an electrochemical reaction as opposed to heat or friction, PECM will not work on nonconductive materials, including plastics or ceramics.
PECM often requires a high initial investment for iterative development of a custom tool (cathode), making it unideal for low-volume or rapid prototyping work.
As the medical device manufacturing industry continues to innovate in the form of improved tolerance requirements and an increased usage of advanced materials, manufacturers should consider the merits of a nonconventional material removal process like PECM, especially as part volumes increase on high-demand parts. The distinctive features of PECM, including its ability to machine tougher alloys and sensitive areas of a part, may be advantageous for the industry’s growth in coming years.
This article was written by Kirk Gino Abolafia, Technical Marketing and Sales Manager at Voxel Innovations, Raleigh, NC. Voxel specializes in the development of pulsed electrochemical machining, a noncontact, nonthermal material removal method. Voxel is expected to obtain ISO 13485:2016 in Q4 2023. For more information, e-mail

