
Fasteners and threaded parts are among the many small, precision-machined components found in medical devices. Because threaded parts can play a critical role in the operation and assembly of the device, they must be designed for high strength and dependability.

Many product designers are unaware of the fact that they can significantly elevate quality while also containing costs and maintaining development timelines by making one simple change: specifying a rolled machining method for their threaded parts. Why is the designer unaware of this potential for improvement? Traditionally, the machining process is left to the machining partner. If material capability, timeline, cost, certifications and other requirements are met, how a part will be machined is not often specified and, thus, not a key consideration.
But by understanding the benefit of specifying that threaded parts be rolled and not cut, product designers can experience the following benefits:
- Stronger components,
- More reliable components,
- Higher degree of tolerances and higher precision,
- Superior surface finishes, and
- Chip-less, flake-less, and chatter-free operation.
Understanding threading methods, such a rolling or cutting, can help designers choose the right method for their particular need. It’s best practice to work with the machining partner to identify exactly the right approach, but the following are insights to point the designer in the right direction.
Traditional Methods for Machining Threads
Most threads are either cut or rolled. Thread cutting is a subtractive threading method. Material is removed from a metal work piece or hole using sharpened cutting tools. This process forms both internal and external threads, removing sections from the work piece each time the cutting tool passes.
Thread cutting is typically considered for applications that favor full or very deep threads, when the blank is uneven or unpolished, or when low quantities are required. Other threading methods do not always provide a great enough angle to form the deep, non-precise threads that cutting can.
But, the emergence of smaller and more complex medical devices makes it difficult to achieve precise thread geometry and tight tolerances with traditional machining methods, like cutting. In these instances, the product designer should consider rolled threads in order to meet the component’s functional requirements.
Fundamentals of Thread Rolling
Thread rolling is a cold-working, or work-hardening, process in which hardened steel dies force the material of the blank work piece outward into the shape of the threads. Pictured in Figure 1 is a single thread roller. Unlike subtractive methods, rolling dies do not physically remove the material but instead displace it. This displacement provides physical qualities, such as tensile strength, fatigue resistance, and smooth surface finish that are highly desirable to device designers.

Benefits of Rolled Threads
Increased Strength: Rolling does not remove material, so threads are harder and have higher shear and tensile strengths than threads produced by subtractive methods. The cold-working process of thread rolling strains the metal beyond the level of pressure needed to permanently form threads. These strained areas become much harder and stronger. Roots of rolled threads can be as much as 20 to 30 percent harder than cut. American Standard Test Methods (ASTM) tensile tests have shown up to 10 percent increases in tensile strengths.
Fatigue strength can also be improved with the tight tolerances of rolled threads. Medical devices often require tolerances of +/- .001" to .0005" and must perform reliably under extreme conditions. Rolled threads can maintain tight tolerances and fatigue strength under temperatures up to 500°F for several hours. In some instances, the fatigue strengths on cut threads can decrease by up to 25 percent under similar temperatures.
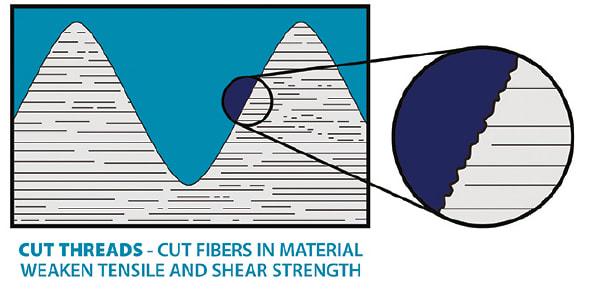
Another benefit is increased shear strength. During rolling, the microscopic material fibers are not disconnected like cut threads and form natural and continuous grains. As shown in Figure 2, the material grains of rolled threads are left unbroken and the contours are smooth and continuous. This provides increased shear strength because shear failures and thread stripping typically occur across the grains, not along them.
Smooth Surface Finish: Smooth finishes are preferred in most medical device components. Burrs, or rough edges, can cause costly issues such as thread galling. Galling, a form of wear caused by metal-to-metal friction, is a serious issue that causes threads to prematurely loosen and fail. Repairing threads affected by galling is both difficult and expensive, especially for internal thread galling. Proper lubrication is one galling prevention strategy, but another effective tactic is choosing thread rolling.
Smooth finishes can translate into significant benefits associated with the prevention of costly downtime and repairs. Rolled threads’ undisturbed grain structure, accuracy, and chip-less finishes extend the lives of the devices.
Additionally, aesthetics are often a consideration for medical device design. The burnished surfaces of rolled threads have much better appearances, which can make them more desirable for these applications.
Machinability of Desired Materials: To meet the requirements of many medical applications, components are often made of specialized, difficult-to-machine materials because of increased hardness, toughness, and resistance to heat, corrosion and fatigue. A difficult-to-machine material is defined by engineers as one with properties that make it challenging to achieve uniform surface finishes. These materials often require increased power and time to cut and often wear down cutting tools, driving up production times and cost. Design engineers can specify thread rolling to overcome these unique complications without degrading part quality.

Design engineers must understand that the ductility of some metals can vary depending on the grade. High levels of carbon in stainless steel alloys can reduce ductility and increase the pressure needed to permanently displace the material and form threads. These pressure values, known as yield points, can be obtained from ASTM tensile tests.
By selecting thread rolling, the designer can provide the same uniform finish on the threads regardless of the hardness and ductility of the desired material.
Decreased Production Costs
Production cost is another factor that leads design engineers to specify rolled threads. Rolling often takes the same amount of time as one pass of a singlepoint cutting tool. In some instances this speeds up production times by up to 90 percent because thread rolling dies do not need to be stopped, sharpened, and reset during production like cutting tools. The point of contact on the dies will not wear down like the sharpened edges needed for cutting.
Thread rolling is also efficient for large-quantity production runs because of thread accuracy. The process does not need to be closely monitored for consistency, and the downtime needed for size adjustments and setup is eliminated. When a product designer specifies rolled threads over cut, they know that the dimensions, accuracy, and strength will be consistent in the first part as the last in a mass production run. As a result, rolling is a very efficient threading method regardless of the quantity.
This article was written by Kenneth Rinier, General Manager, Vallorbs Jewel Company, Bird-In-Hand, PA. For more information, Click Here .

