
The medical industry continues to develop new devices that are smaller in size and more sophisticated in functionality. From in vitro diagnostics and treatment of chronic disease to completely taking over bodily functions, today’s medical devices are performing tasks that were hardly even imagined just a decade ago. In every case, their design requires perfection in form and function, and new assembly technologies are needed to meet these challenging requirements.

Because laser welding does not require mechanical forces to heat and melt the component parts, it ensures hygienically clean, particulate-free surfaces, hermetic-sealing capabilities, and the ability to join plastic components that can be just a few millimeters in size.
Such unique capabilities have resulted in laser welding becoming the technology of choice for joining plastics for today’s increasingly advanced, technologies: complex cardiac devices, wearables, microfluidics, devices for in vitro diagnostic or drug delivery, sterile kits, implants, tissue-engineering technologies, disposables, implantables, stent assemblies, and lab-on-a-chip technologies.
All such devices have minimal tolerance for contaminants or particulates that potentially damage delicate structures and compromise device functionality. Laser welding is proven as a technology that makes such purity possible.
Laser welding is also considered more capable of joining dissimilar materials than other forms of plastic joining, which often require the materials being joined to have similar chemistries so that they melt at the same time. Elastomers with different properties, such as thermoplastic ethylenes, propylenes, and soft-touch plastics are being over-molded onto hard-plastic substrates to enhance the comfort and ergonomic appeal of medical instruments and other devices. Unlike over-molding, which is often chosen for this application, lasers can shoot energy through the overmold material to the substrate, melting the interface of both materials to create an actual bond that ensures better performance and longer life.
In addition, device manufacturers are embedding advanced functionalities, such as sensors that read bodily conditions and communicate with pumps, or GPS components that monitor the movement of patients and alert caregivers to respond. Because laser welding does not use the mechanical friction energy to bond component parts, it will not compromise the performance of such sensors, sensitive electronics, or delicate structures.
There are currently two predominant laser welding techniques in use today: trace laser welding and simultaneous through-transmission infrared welding.
Trace Laser Welding
In cases of complex, three-dimensional geometries, the single beam of laser light in trace welding cannot always reach the entire weld surface, because it cannot “shoot” around a corner. To compensate for this, trace welding requires a time-consuming process that involves rotating the parts around the laser beam in order for it to reach all the weld surfaces. Because of that, trace welding is not an efficient solution for high-volume applications that require millions of parts annually.
Simultaneous Through-Transmission Infrared Welding (STTIr)
STTIr welding is a more advanced laser welding technology that has been introduced. It is not only an effective welding technique for simpler part designs, but it is also proven to be very effective for joining devices with complex geometries, while also meeting the industry’s growing need for high-volume production. (See Figure 2)
STTIr welding employs multiple laser beams located in a wave guide positioned along the entire length of the weld surface being joined. During each weld cycle, all the lasers in the wave guide fire simultaneously. The entire length of the weld surface melts and bonds all at once in a controlled melt that can be accomplished in fractions of a second.
Depending on the size of the part, materials used, the number of laser banks, and the weld parameters, STTIr welding can produce as many as 750 parts per minute—a valuable capability for high-volume production.
The STTIr process configures fiberoptic arrays that can deliver energy to the wave guide and can be positioned on any axis and be aimed in multiple directions to reach the entire weld surface, regardless of the size or geometric complexity of the part. Such flexibility gives product designers the freedom to create parts that can offer the exact design and functionality desired.
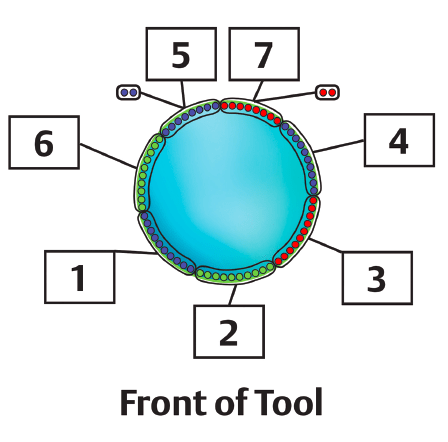
Complex part geometries often require different melt parameters depending on whether the melt is occurring along a gently curved line, at a sharp corner, or along a straight line. Because STTIr welding uses multiple lasers, it can employ a technology known as Tool Mapping to produce discrete beam-zone intensity control that varies the laser intensity to protect delicate structures. (See Figure 3)
As device design technology grows in complexity, it is also becoming increasingly vital for device manufacturers to involve multiple stakeholders at the earliest stages of product development. Experts from multiple specialties contribute to determining the qualities needed to qualify a device as “fit for use.” Materials scientists, mechanical and electrical engineers, technology suppliers, assembly experts, and compliance officers are all taking part in the product-development process earlier.
One stakeholder who can significantly impact the success of a product is the supplier of the laser welding technology equipment that will be employed in the manufacturing processes.
The capabilities of laser welding technology can impact virtually every aspect of device design: geometric complexity, material selection, potential for automation and production volumes, performance reliability, commercialization, and, of course, regulatory compliance.
It can be extremely helpful to have someone knowledgeable and experienced in laser welding technologies to collaborate during the early stages of product design and development. Such expertise can help a designer evaluate whether a chosen copolymer, approved for its biocompatibility, can be joined with the weld strength needed to withstand the pressures the device will experience.
An authority in laser welding can help answer fundamental questions that will determine a product’s “fit-for-use” specification, such as:
- How will the process assure the correct level of protection needed for regulatory approval?
- What materials will produce the weld integrity needed?
- What challenges to weldability do the part geometries present?
- What weld strength is needed to withstand the internal pressures or biological environment the device will experience?
- What joining technology is best suited for a part that requires a clean, particulate-free weld joint?
These questions and many others must all be part of the design, development, and production discussions to result in a device that passes FDA approval. A laser welding supplier provides expertise that can have a positive influence on everything from proof of concept to prototype development, scalability, data collection, regulatory compliance, and more.
Involving an assembly expert in early stages also enables a manufacturer to determine the best joining technologies if more than laser welding is required. For medical device marketers who design and manufacture on multiple continents, it is also valuable to partner with a technology supplier with global capabilities that can provide local laser welding design and production expertise where the device assembly is performed.
The opportunity for groundbreaking advances in medical device technology continues to grow. A growing acceptance of laser plastics welding in medical device manufacturing is helping further the industry’s ability to maximize these opportunities. It is a growing acceptance based on the unique capabilities of a plastics-joining technology that can be as full of promise as the industry it serves.
This article was written by Tom Hoover, Senior Market Segment Manager, Medical & Business Consumer Electronics, Branson Ultrasonics, Danbury, CT. For more information, Click Here .

