
Adhesives are often used as the joining compound between substrates in the medical device industry. Typical applications for adhesives include tube-to-connector bonding, steel-cannula-to-hub bonding, and any other joining process. Adhesives work particularly well in the assembly of dissimilar materials where traditional solvent-welding methods are being eliminated due to workplace safety legislation and where other joining methods such as ultrasonic welding and laser welding are inadequate.

The solution to the controlled cure of thermally cured adhesives comes from the advances in photonic technology and innovations in glass fiber technology. These technological advances have led to the creation of novel optical fiber light bundles coupled to the packaging of an intense photonic radiant energy source to provide a very powerful punctual source of heat that can be integrated easily into assembly processes: the iCure.

The iCure Thermal Spot Curing system has been designed to provide a point source of photonic energy along a wide range of wavelengths (from the UV to the mid infrared), through a uniquely transmitted medium (the iCure fluoride fiber optic light guide) and through a set of optics within a system that not only provides controllable energy (wavelength and irradiance controlled) but also allows the user to create heating profiles according to their own particular design needs. See Fig. 1 to view the desktop footprint of the iCure and how its small footprint allowed it to be easily integrated into medical device assembly lines. No other controlled spot heating system like the iCure currently exists due to its proprietary use of mid- IR optical fiber technology to remotely deliver the power in the unit. The iCure joins photonic technology, material innovations with optical fibers, and the integration with adhesive curing processes to provide solutions to design and manufacturing engineers.
In addition, wavelengths in the midinfrared above 2500 nm are particularly important for their heating effect resulting from absorption and vibration energy of the C-H and O-H bonds in the typical organic adhesive formulations. The rapid rise in heat also controls excessive flow-out of the adhesive by driving the cure to the gel point more rapidly and reliably. Controlling the spectral emission (bandwidth), the power output, and the length of time at a set temperature, a temperature profile can be generated that cures the adhesive in a lowstress environment.

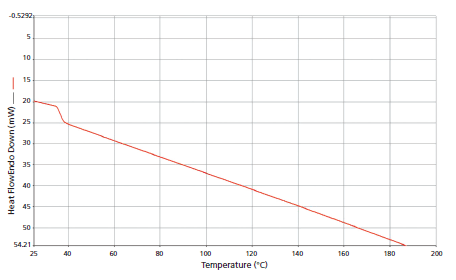
IRphotonics application engineers have performed work that validates that the cure resulting from a focused photonic curing system led to complete cures. A particular customer needed to move their component to another station without fixturing the assembly and asked for a way to accelerate the cure. The first step was to establish a baseline for the uncured adhesive and the DSC scan for the thermal curing epoxy used by the customer was taken and is shown in Fig. 3. This particular epoxy is designed to cure at 60 °C for 20 minutes in a convection oven according to the glue manufacturer’s data sheet. During the initial phases of evaluation, the iCure was able to develop full cures using 2W for 60 seconds as shown by the DSC scan in Fig. 4. This is a 20X increase in cure speed for this particular adhesive and is representative of what can happen with quickly setting thermal glues. Application Engineering is an important part of optimizing cure profiles and this demonstrates that the contribution of technical people experienced with photonic thermal curing is critical to a successful application. It is important to keep in mind that the results are valid only for the set conditions as actual manufacturing conditions, substrate conditions, and adhesive quantity will impact the speed of cure, the time to reach cure temperatures, and the resultant degree of cure.
As previously mentioned, the challenge of using thermally cured adhesives in medical device applications is that the opaqueness of substrates that requires these glues makes it difficult to determine their degree of cure and therefore forces manufacturers to be very cautious and to spend excessive time and energy to assure the end user of a full cure. However, through field experiences and the application of laboratory testing methods, it is possible to create a curing profile that optimizes the cure of the adhesive in a customer assembly. Making the cure station a vital part of the work cell rather than an offline process optimizes the control of quality for medical devices, enhances their traceability, and maximizes the versatility of manufacturing operations without increasing floor space. It also gives design engineers more freedom in designing in bonded joints using thermally cured adhesives.
Since this curing system gives a strategic advantage to the end user, most of the existing applications developed with IRphotonics are covered under non-disclosure agreements. However, generic uses of the technology have been done with the bonding of metal sleeve to metal, glass, or plastic inserts and vice versa. Spot thermal curing or spot tacking of miniature wires, leads, and contacts has also been successfully performed. Other end users have used the power of photonic energy in the iCure to reflow micro dots of solder paste. There are some other generic uses of iCure technology for the gelling or curing of potted adhesive joints to minimize the cure time in the final stages of assembly. Finally, one of the most effective uses of focused spot heat comes from end users who have done controlled heating and curing of assemblies without affecting adjacent thermally sensitive components.
In essence, the iCure Spot Curing technology opens up the versatility of medical device design and manufacturing without the limits of alternate mechanical, ultrasonic, and laser processes and without the limits of transparency required of ultraviolet-visible radiation curing systems.
This technology was done by IRphotonics, Hamden, CT. For more information, Click Here or contact 1-877-340-6982 and ask to speak to an Applications Engineer.

