
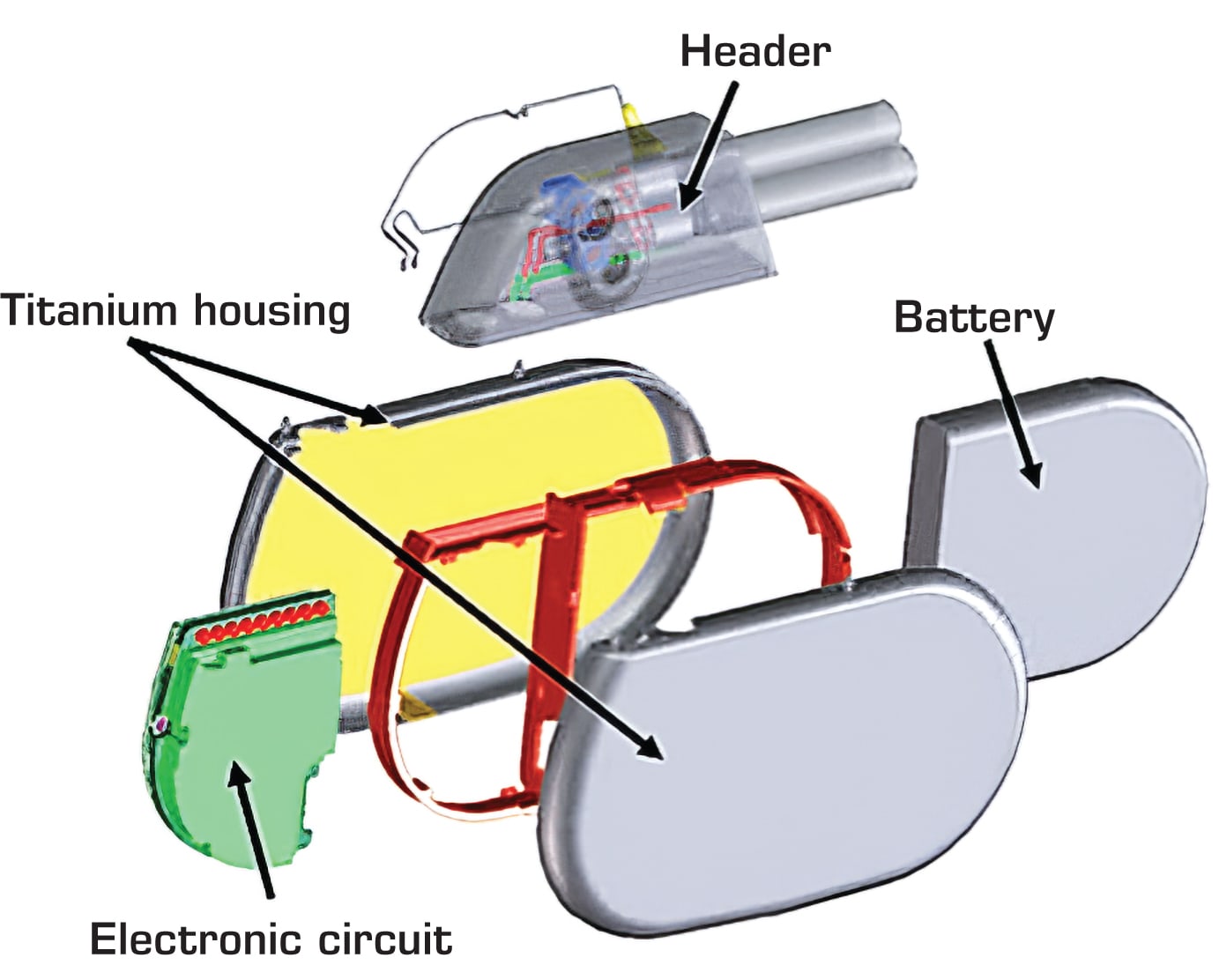
A pacemaker is a small device that helps control your heartbeat so you can return to your normal life. It has three main parts: a pulse generator that creates electrical signals, a controller-monitor that manages these signals, and leads that deliver the signals to the heart. One key benefit of the pacemaker is its strong titanium casing. Titanium is very strong and lightweight, and it is biocompatible, meaning it works well with the body without causing harmful reactions. This metal is highly resistant to corrosion, which helps keep the casing intact and protective even when exposed to bodily fluids.
Titanium is also used in everyday appliances because it shields internal parts from strong electrical and magnetic fields. This means that people with pacemakers can use items like hair dryers, electric razors, TVs, radios, and computers, ensuring safe operation, though caution is needed near strong electromagnetic fields.
Additionally, titanium’s durability effectively shields internal components like sensitive electronics and long-lasting batteries from moisture and other elements. A medical-grade plastic header securely connects the leads to the internal circuit. Once assembled, the final step is to weld the titanium casing shut, forming a hermetic seal that further protects the pacemaker’s parts and ensures long-term, reliable performance (see Figure 1).
Challenges in Welding Titanium
Despite claims that titanium exhibits good weldability using a Nd-YAG laser (1.06 μm wavelength) or a fiber laser (1.07 μm wavelength) with 77 percent coupling efficiency. However, welding titanium is challenging because it is sensitive to contamination and reactive at high temperatures. Welding titanium is challenging due to its high sensitivity to contamination and its reactivity at high temperatures.
When titanium is heated during welding, it easily absorbs gases such as oxygen, hydrogen, and nitrogen from the air. Without proper shielding, these gases mix with the metal, forming brittle compounds like carbides, nitrides, and oxides that weaken the weld. The cooling rate and heat input are critical; slow cooling may cause grain growth, while excessive heat can produce brittle phases and high stresses that lead to cracks. Strict process control is essential for a reliable weld.
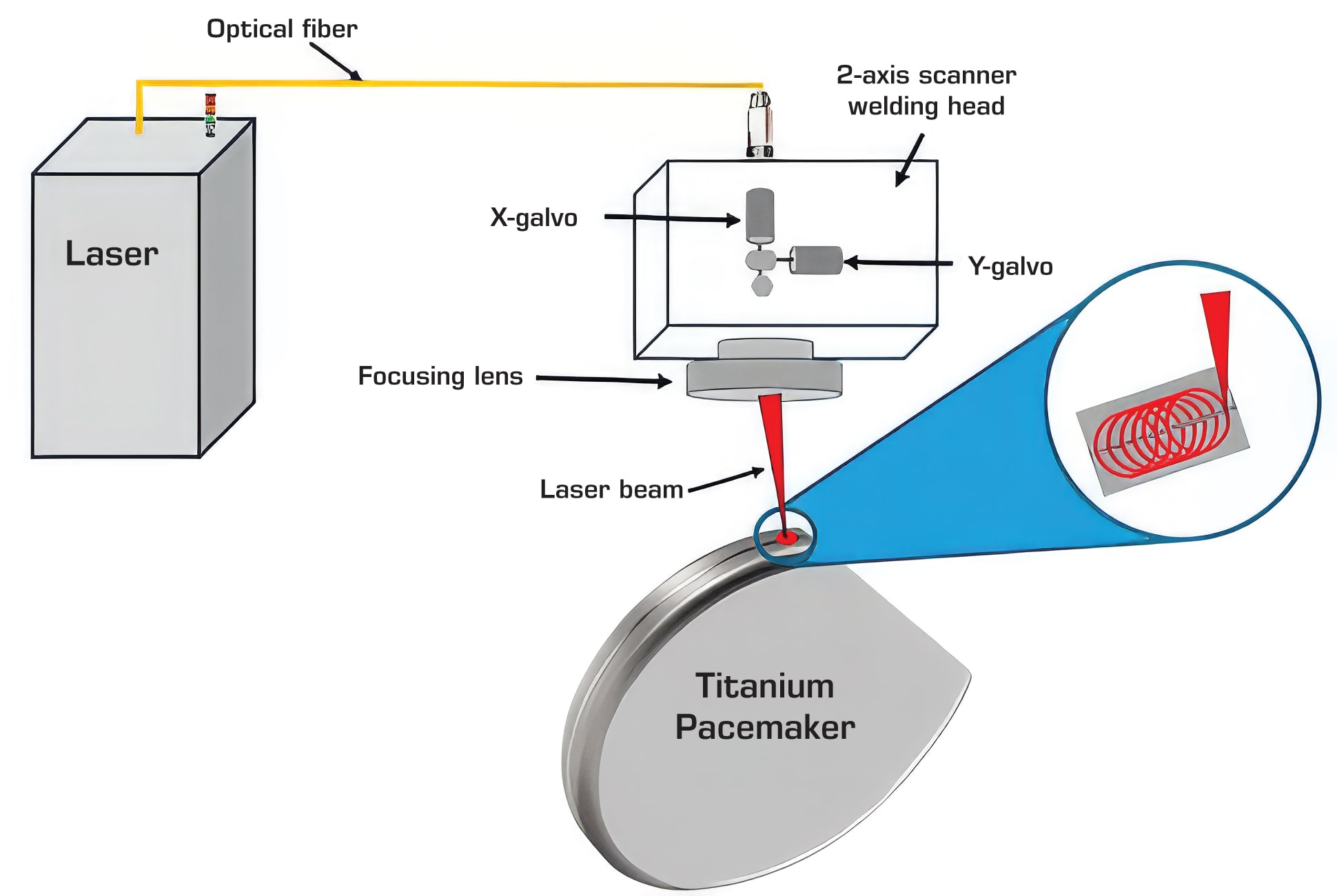
Many welding methods exist for titanium, including tungsten inert gas arc welding (TIG), electrical beam welding (EBW), resistance welding, and diffusion welding, yet these methods can risk heat damage to sensitive electronics. Laser welding stands out by minimizing the Heat-Affected Zone (HAZ), and producing high-quality, low-porosity joints that are easily automated for fast production (see Figure 2).
Join Design for Pacemaker Manufacture
The joining design is important in pacemaker manufacturing, when designing the joint to connect the two titanium pieces for pacemaker housing, we should aim to simplify equipment production by incorporating a hermetic seal welding joint, such as a stepped butt joint.
In a stepped butt joint, the geometry creates a larger, more defined target area for the laser, allowing for more flexibility in laser positioning compared to a standard butt joint, where alignment must be much more precise. Essentially, the stepped design provides a buffer zone, permitting slight deviations in laser positioning while still ensuring an effective, high-quality weld. Additionally, there will be less chance for welding smoke or particles to get inside the pacemaker housing, thereby reducing the risk of harming the circuit control unit.
Welding Medical Tool Devices: Regulation
Medical welding tools must meet strict standards for compliance, safety, precision, biocompatibility, hermetic seal, and durability. Key requirements include:
- ISO 13485: Quality management system for medical device manufacturing.
- FDA regulations (21 CFR Part 820): Ensures compliance with Good Manufacturing Practices (GMP).
- ISO 10993: Biocompatibility testing for medical devices.
- ASTM F2063 and ASTM F136: Standards for materials like nitinol and titanium used in medical devices.
Selecting the Right Laser Welding Processing Equipment
Selecting the right laser welding process is crucial, especially when working with heat-sensitive materials like titanium. However, welding medical materials requires precise heat control. Quasi-continuous wave (QCW) fiber lasers operate in a high-frequency pulsed mode, delivering bursts of energy that mimic continuous wave (CW) output but with higher peak power and minimum pulse duration in millisecond level. Laser welding heads guide the beam through fixed optics but have limitations in medical welding.
Oscillating laser welding using galvanometer scanners (galvo-based beam oscillation), which moves the laser beam over the molten pool, is a promising technique for welding medical parts. It spreads the energy over a slightly larger area and allows more of the joint volume to be heated effectively. In addition, it contributes to improved hermetic sealing. In addition, beam oscillation can also help bridge gaps even when the fit-up is not perfect.
Advanced techniques such as microsecond-pulse laser welding with beam oscillation is the right approach for welding medical materials like titanium, which is highly susceptible to heat-induced degradation or distortion. This method delivers energy in very short, controlled bursts while oscillating the beam, which helps control and distribute heat evenly and further minimizes the heat-affected zone.
Photon Automation, Inc. developed WonderBoard™, a pulse and power profile controller that manages lasers at the microsecond level, enabling custom pulse shapes. This increases peak power from kilowatts to megawatts while maintaining average power. By precisely shaping pulses, it reduces localized thermal stress, ensuring that the titanium retains its desirable mechanical properties, minimizes the heat-affected zone (HAZ), and improves durability. Additionally, WonderBoard™ controls galvanometer mirrors that can achieve a consistent and even distribution of laser energy across the target area, as the rapid movement of the beam can lead to hot spots and uneven heating.
Combining the right join design with advanced techniques will provide a better hermetic seal, resulting in a tighter, more contamination-resistant joint that is essential for applications requiring high integrity, such as pacemaker housing, and for keeping internal components safe.
This article was written by Dr. Najah George, Sr., Director of R&D at Photon Automation Inc., Greenfield, IN. Photon Automation develops advanced laser processes for a wide range of medical parts and materials, ensuring precision, efficiency, and repeatability. For more information, contact Najah George at

