
A device manufacturer was trying to design a complicated dose delivery monitoring system for an inhaler. The monitoring system is meant to rectify a significant problem: the incorrect tracking and reporting by patients of the amount of medication consumed and the intervals between doses. The system tracks and reports doses delivered with readouts showing delivery frequency and total doses delivered. The unit also time stamps each dose for medication study compliance.

The original design faced several challenges. The need for individual contacts resulted in a complicated and challenging subassembly, spring rates were inconsistent, and dose sensing often failed or over-counted.
Progressive Solutions
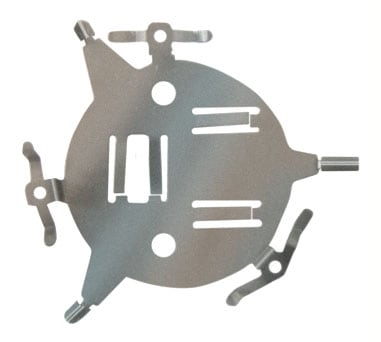
To address these issues, the company contacted Evans Technology (East Providence, RI), a firm that specializes in complicated miniature and small stampings, both flat and deep drawn. Pete Evans, president of the company, designed a single part that would eliminate most assembly while still facilitating meter readouts. The part would cost less than the original design, fit the 1.2"-diameter package, and sideline the looming danger of faulty assembly. Key in adapting the simplified contact system were additional electrical improvements that would debounce contacts and create a common electrical contact plane. Equally important was that by manufacturing the piece as a single stamping, the contacts’ arms could be as small as 0.125" × 0.040" × 0.006" with improved reliability.
John Evans, lead tool design engineer for Evans Technology, developed the sequence for a multi-step progressive stamping. The sequence used a 2"-wide ribbon of type-302 stainless steel that was 0.006" thick and similar in flexibility to heavy foil. The material was first pierced with registration holes to define the progression spacing. Then, in a series of overlapping cutting operations, the tool developed the intricate flat blank pattern. Each operation left the steel precisely where it needed to be in order to allow subsequent forming of the finished part. The third step consisted of a series of operations to form 3D sections. At some stations in this step, the tool was shaped to form zigzagged, raised impressions on the stamping. The zigzag was important, because when an electrical contact is made at a midpoint in a zigzag shape, it creates a smooth, low wear contact line for a longer operating life.
While reviewing the original design, the Evans team happened to identify an unrelated problem. As is true with most dose delivery systems, this device would be activated by a spring between the dose canister and the device itself. Pressing the canister would squeeze the spring, which in turn would transmit the load to the canister to release the measured dose. The action would also create an electrical contact that would record the dose in the database. After calculating the spring's rate, it was determined that the spring would not simultaneously perform both functions, meaning that a dose could be recorded without actually being delivered, or conversely that the dose could be delivered without being recorded.
The spring therefore had to be redesigned and shaped to fit in the casing and around the circuit board. This was achieved by radically changing its geometry to allow uniform deflection and maximize energy storage.
Final Considerations
Final progressive operations provided additional battery contacts and carrier features to allow for later handling. The tooling was also enhanced to allow for the delivery of multiple parts in carrier strips, resulting in easier handling through finishing and customer assembly.
After stamping, the parts needed to be cleaned. However, because they were delicate and had to remain on carrier strips, no options for economical post-process deburring existed. Evans relied on tight tooling clearances in the stamping process to minimize burrs. The strips were cleaned with a biodegradable alkaline degreaser and given a de-ionized water rinse.
Custom tooling was designed and delivered to the device manufacturer so that he could cut off individual pieces as needed. The tool worked from the same registration holes originally used in the progression. The end result was a dose delivery monitoring system that would satisfy both the device manufacturer and the medical community.
This article was written by Patrick Doyle, Plant Manager for Evans Technology Company, East Providence, RI. Contact Patrick at

