

With over 15,000 products, Boston Scientific is a market leader in pacemakers, defibrillators, monitoring equipment, spinal and brain stimulation, stents, catheters, and ablation devices. On one recent cardiac monitoring battery component, the company had an application running year-round on multiple mills, rectangular in shape, consisting of multiple milling operations per part, requiring an operator per mill at all times. Both Mill operations consist of multi-part fixtures as the process involved running Mill OP-1, light hand deburring and prepping the parts for Mill OP-2 fixture & process, following manual deburring step. The overall process was running around seven minutes per part.
Larry Hennig, manufacturing engineering specialist at the company’s Minnesota Arden Hills facility, and his team members determined the Swiss process was more beneficial, because they could eliminate manual deburring, get process time down to around three minutes, while one operator could run multiple Swiss machines with the ability for the process to run attended while CNC auto-segregating particular parts for in-process dimensional inspections. The process proved to be more stable, eliminating manual deburring, a better surface with nearly triple the tool life.

As a result, this new process had a combined six-person headcount reduction, while the Swiss manufacturing process is capable of running 12+ hours unattended holding the targeted 0.0002 in. profile tolerance. Additionally, there was a significant improvement in material savings, according to Hennig. “We were using 0.300 in. of stock per part for the milling process, while the new process only requires 0.100 in. of stock material per part,” says Hennig.
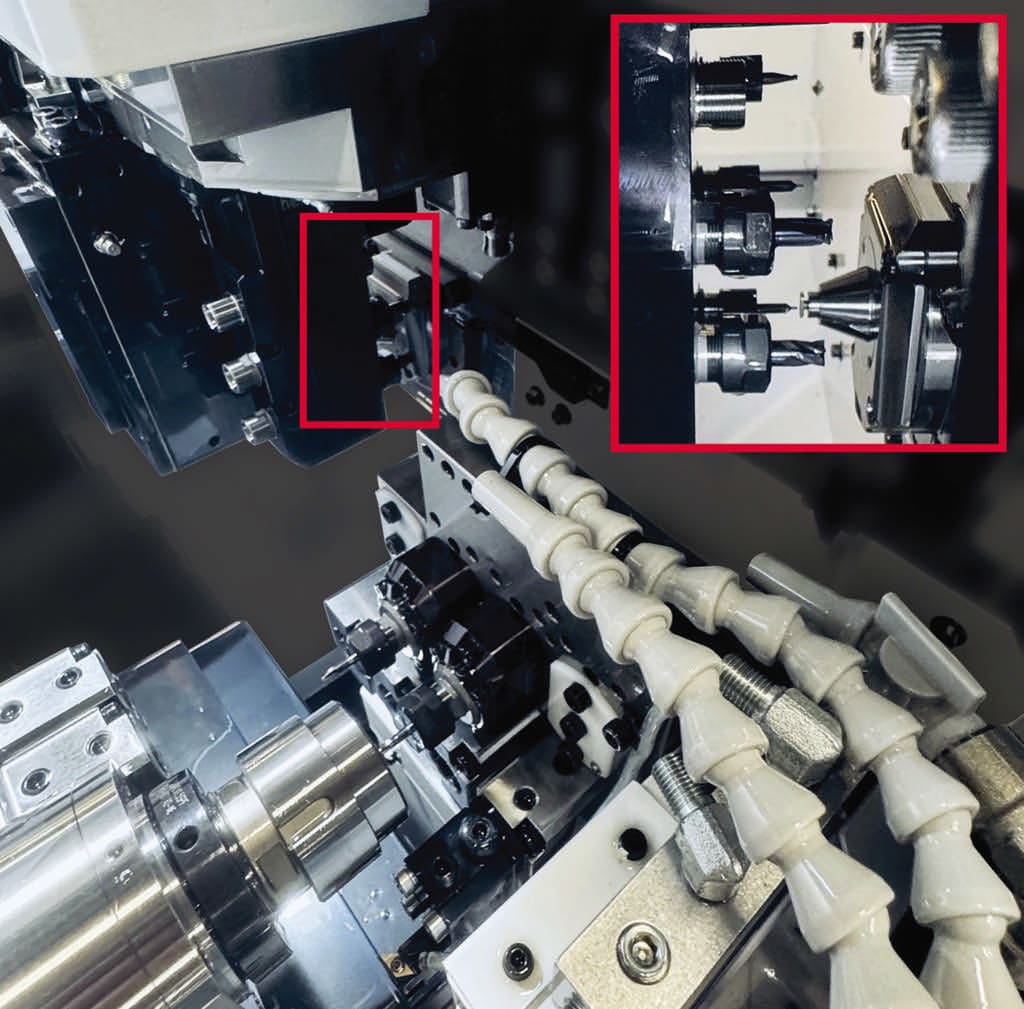
The machines were provided by the local Minneapolis Citizen distributor, Productivity Inc., partnering with Andy Walser and their tooling representative, Terri Farrell. The story might end here, except for a key component in the radical improvement of production on the part. Terri brought Preben Hansen, president of Platinum Tooling Technologies into the situation, and Preben introduced a Heimatec speed increaser (1:4 ratio) specially designed for the Citizen machines.

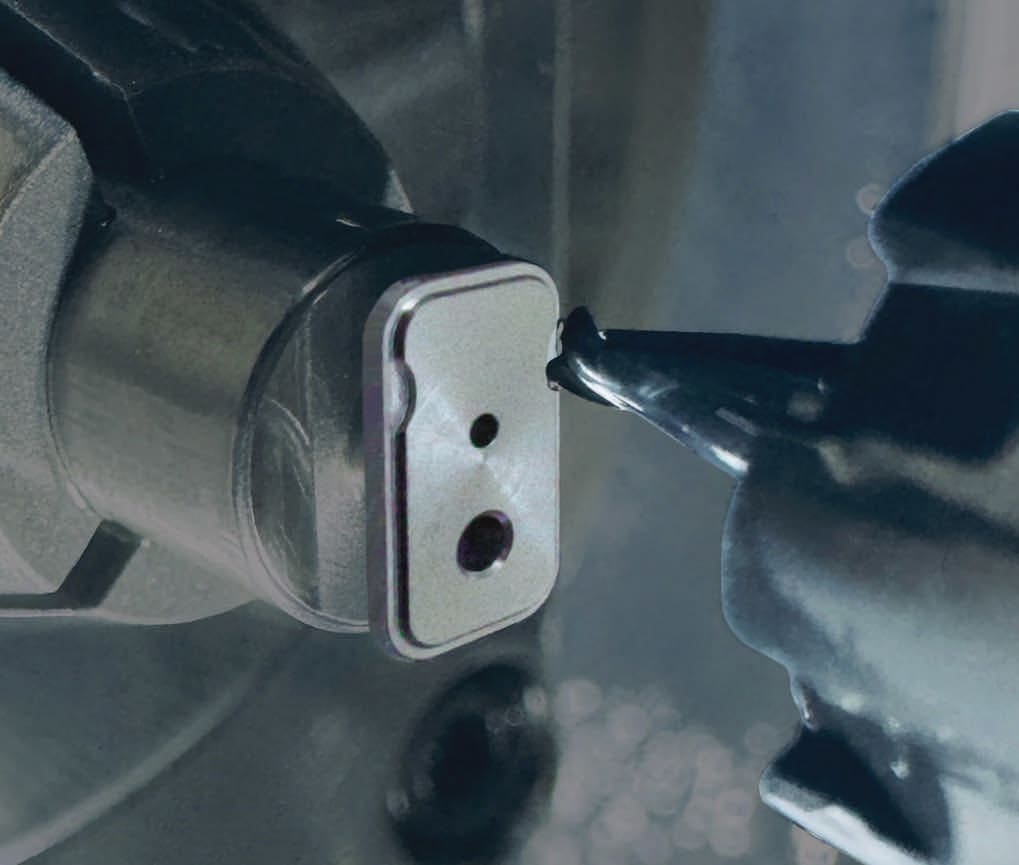
“While this component is not a round part, it is small in size, and requires small tooling, we were not getting enough rpm to match the tool diameter and necessary SFM, causing long process times and reduced tool life due to the tool not meeting the necessary rpm requirements. I have worked with many types of electric spindles and many brands of speeders. With the electric spindles, we had some success on light drilling and small-diameter high-speed milling, but the obstacles we faced involved load on the tool that would cause the electric spindle rpm to fluctuate and therefore leaving tool marks across the material or even alarming-out the electric spindle when load was applied,” says Hennig.
As a result, Hennig reports that the company needed to rebuild all the bearings and seals on their high-speed electric spindles annually, additionally rebuilding the previous manufactures gear-driven speeder heads multiple times during the year while running high-production volumes of parts. Hansen brought Hennig a new idea. Several 1:4 speeder heads and tooling attachments were introduced to provide additional live tool positions and rpm’s. According to Hennig, “We achieved a superior surface finish when drilling, reaming, profile and face milling, which improved our tool life and a major reduction in cycle time by using these speeder’s, compared to the 1:3, 1:2 and especially the 1:1 standard tool provided by the OEM or brand X.” Hennig reports that the Heimatec speeders provided by Preben have been in operation for over two years and have not required a rebuild.
Preben notes, “We helped convert the process for production of these components by enabling a single operator, a more stable machining operation, improved cycle times with the higher rpm and proper feed, plus the big advantage, an optimum surface finish, so critical on these parts. The deburring issue is simply no longer an issue,” he concludes.
“We were able to develop some amazing new macro features with this latest project such as rotation macro-offsets for alignment from main to sub, developing safety crash macros to help prevent accidents into tool holders due to limited clearance between sub-collet and face of part, as we are only chucking on 0.006 in. of the part during part pick-off/transfer and have limited clearance on the sub side,” says Hennig.
“This prevents crashes into the cutoff or sub-spindle tooling, if setup or offset incorrectly. Together with our team’s tribal knowledge, we designed custom tools that spot, drill, ream and chamfer all with a single tool, keeping the chamfers concentric, as well as the custom deburring tools providing burr-free product. These were all conditions that we struggled with on most on the mills with their need for manual deburring and several tools intersecting the same feature.”
“We have learned over the years that tooling specs rarely work in Swiss applications due to the lack of work holding compared to mills or even conventional lathes. For example, when programming a high-volume product, I usually start at 50 percent of the tooling manufacturer’s recommendations and then run 15–25 test cuts at various speeds and feeds to find the optimal conditions,” says Hennig. He further notes that, when milling on Swiss applications, “I have learned by performing climb milling for rough cuts and utilizing a conventional mill spring or finish pass has helped tremendously with knocking off any burrs, providing an amazing finish on all surfaces, with extended tool life.”

Hennig concludes that, with any medical or implantable device, Boston Scientific is tasked with much higher standards compared to most manufacturing facilities, when holding surface finish, dimensional requirements and creating no burrs.
“Here at Boston Scientific, we hold every single part to the highest standards cosmetically, dimensionally, and functionally. Our number one priority is quality and providing the best patient impacting components, regardless of expense. That’s one thing I really value about this company,” says Hennig.
For more information, contact Preben Hansen at

