
Vital for ensuring compliance to federal regulations, dimensional metrology systems facilitate critical measurement of medical parts, and force testing systems are used to verify and validate material compliance of medical devices and materials used in the production of medical devices. It is important to understand the options when selecting the right metrology system and/or force testing solution to meet the requirements of increasingly tighter accuracies, traceability, and the need for 100 percent inspection (see the sidebar, “Metrology System Selection Tips”).
Metrology Options Abound
A wide range of options exist for hardware and software, which can be combined to create different types of metrology systems, sometimes at broadly different costs and complexity ranging from easy-to-learn manual optical comparators to fully programmable multisensor CNC Systems.
Numerous higher-end products are electromechanical metrology systems, which may combine optics with precision mechanical motion, linear encoders, and digital image and data processing. These systems include optical comparators, vision (or video) metrology systems, and a new product category of digital video comparators. A digital video comparator is a vision metrology system that functions like an optical comparator but utilizes a DXF “digital overlay” instead of traditional mylar overlays. Many manufacturers have been accustomed to using go-no-go methods of gaging, which have limitations, such as the use of overlays in optical measuring or functional fit gages.
With overlays, operator subjectivity is a significant factor due to differences resulting from screen placement, imprecise or worn Mylars, magnification, complex part shapes, and especially the lack of detailed, variable data. Fatigue and data accuracy are also factors.
Functional fit gages also present a number of challenges. The gage development process is usually lengthy and expensive, with limited flexibility when parts change. And again, no variable data is attainable in the inspection process. Importantly, both overlays and functional fit gages provide no opportunity for a comprehensive audit trail and traceability process — paramount in medical manufacturing.
Ultimately, the goal in any good inspection program should be to attain maximum gage repeatability and reproducibility (GR&R) and in the process, provide comprehensive, data for statistical process control (SPC) and traceability.

Reliable GR&R is possible with today’s noncontact video and multisensor systems and their advanced software. Current display readout and software measuring technology such as the MetLogix M3 provides full qualitative and quantitative profile analysis functions where an inspector can compare a part profile against a nominal CAD model and obtain an actual graphic representation of any deviation from the CAD file.
Metrology System Selection Tips
Measurement complexity. A 2D optical comparator may suffice for simple measurements and visual comparison, but more complex medical parts may require a multisensor metrology system with CMM style touch-probe capability.
Measurement throughput. A manual system may be an option for prototypes, occasional, and short run measurements by the QC department, but an automatic, CNC system is a more economical solution if complete production runs are to be verified.
Tolerance requirements. A vision metrology system with a granite base and higher magnification optics may be required for meeting tight tolerances.
Harshness of environment. Most optical comparators are designed for typical machining environments sometimes found in machine shops. Varying temperatures, vibration, dust, and oil particles can be present and need to be taken into consideration.
Manmade interface. Various interface options are now available for both optical comparators and video-based measurement systems, including digital readouts, touchscreen PC solutions, and rack-mounted computers with monitors and software.
Software features. Capabilities can range from a simple two-axis readout to 3D multisensor capability with a rich set of measurement software tools, CNC control, statistical packages, DXF CAD file import and export, touchscreen operation with Windows Operating Systems, and network connectivity.

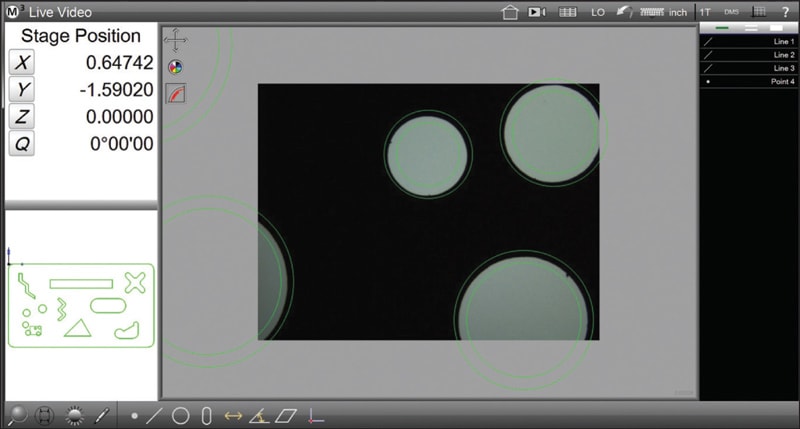
The system automatically finds and tracks the edge, continuously comparing it to a 2D profile, and superimposes the edge to a CAD model. In this scenario, an operator quickly, easily, and automatically collects tremendous amounts of data that is all archived and documented with date, time, lot number, job number, and so on, removing operator error from the equation. Not only can 100 percent inspection be realized, but inspection speed and throughput can also be dramatically increased due to automated system measurement routines and depending on the application, palletized multipart fixture inspection tables.
Latest Metrology Technology
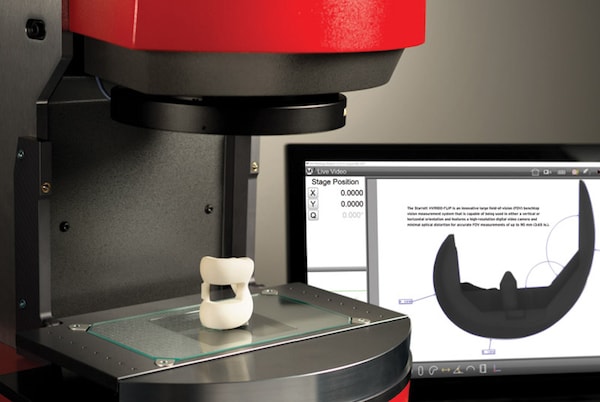
New technology exists in the form of a large field-of-view benchtop vision measurement system that can be used in either a vertical or horizontal orientation, features a high-resolution digital video camera and precision optics for accurate, large FOV measurements. The latest system lends itself to an extremely wide array of applications from flat parts to turned, threaded and complex shaped parts such as orthopedic joint implants.
A main operator interface displays a live video image with touchscreen enabled software measurement tools and graphical digital display of measurements. A part image can be resized using pan and pinch zoom. Measurements can be taken by simply touching a feature on the monitor screen. A wireless keyboard and pointing device can be used to enter file names and target key functions. Software includes 2D geometric functions such as points, lines, circles, arcs, rectangles, distances, slots, angles, and skew, and utilizing the part design DXF/CAD file digital overlay makes part inspection simple.
In addition to examining dimensional metrology solutions, as part of the process to verify and validate material compliance of medical devices and materials it is helpful to start by investigating systems for tensile testing. Tensile testing is the most common test method used in both force measurement and material testing and is used primarily to determine the mechanical behavior of a component, part, or material under static, axial loading.
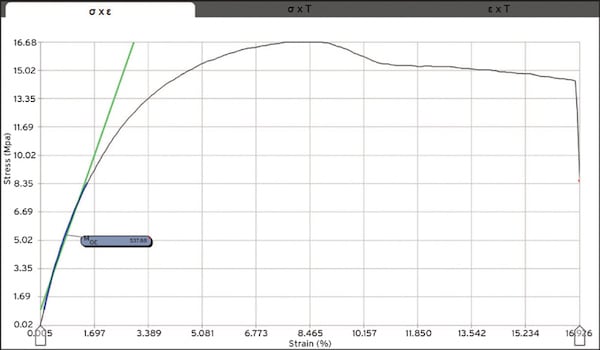
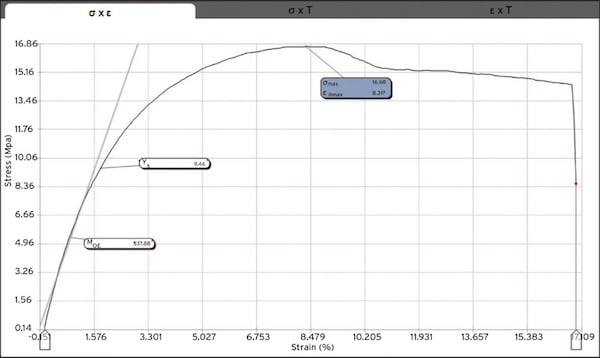
The test method for both material testing and force measurement is similar; however, the measurement results are different. A tensile test is performed to determine the tensile properties of a material or component. The test sample’s deformation is used to characterize its ductility or brittleness as well as important characteristics such as tensile strength, yield point, elastic limit, percent elongation, elastic modulus, and toughness (see Figures 1 and 2).
Material Testing
Material testing is the science that measures the mechanical properties of materials. It involves methods that quantify and qualify the physical characterization of materials — their strength, their reaction to deformation, and their ability and inability to withstand an applied force for a period of time.
Material testing involves measurements for stress and strain, which requires knowing the original cross-sectional area of the sample being tested. Common units of measure are N/mm2, MPa, PSI, and percent (%). Test samples are often prepared to a specified size according to an international testing standard from ASTM, ISO, DIN, or other organizations. During a tensile test, the sample’s shape changes as load is applied. Understanding the change in the sample’s dimension at various or specified forces helps determine the material’s performance and suitability for a given application or product.
Force Measurement Testing
Force measurement testing is used to test components and products and generally uses units of measure of force: Newtons, pounds-force, and kilograms-force. The sample’s cross-sectional area isn’t involved in the measurement result. The most common force measurement is the “peak force” or maximum force value. These tests may also report the associated distance result at the peak force. Force measurement is conducted in the engineering laboratory, in quality control and inspection and on the production floor. Force testing in production has increased substantially in recent years, as more manufacturers recognize the importance of in-situ quality testing as a way to improve productivity, yields, and throughput.

Testing Instrumentation: The Case for Handheld Force
Tensile testing may be performed at a very basic level on the shop floor by simply using a handheld force gage where the gage measures the pull force applied on a sample, product or component in order to determine the maximum force. Quality control teams are often reluctant to conduct product inspections on the factory floor. Instead, part examination is usually redirected to the lab, where the inspection can be performed on a dedicated force measurement machine.
However, waiting until the end of the production process to conduct an inspection can cause problems. If any problems are identified with an aspect of the product, it may be more difficult to locate where in the manufacturing process the problem has occurred, especially if production comprises several different steps. As an alternative, quality assurance managers should be able to conduct inspections during the entire production process while on the shop floor, using portable force measurement devices.
Unlike traditional force measurement machines, portable force measurement devices are lightweight. Usually, the technology is handheld and can be operated by one inspector without the need for assistance. Where a stand is required, stands are smaller and a fraction of the weight of fixed-force measurement machines.
Using a portable device enables quality control managers across manufacturing, engineering and research and development sectors to perform accurate batch testing while on the move. For example, nonrepetitive applications, such as reverse engineering and rapid prototyping can also benefit from the technology.
There are common misconceptions that handheld force measurement devices provide less accuracy than traditional, static machines. However, that’s not necessarily the case. Starrett’s DFC Digital Force Controller, for example, features measurement accuracy within 0.1 percent full scale with internal data sampling at 25kHz. Quality control engineers can use the advanced device as a universal interface to set up tests and configure load and distance limits and break limits, as well as crosshead travel direction and speed.
Using a handheld device gives production teams more flexibility, knowledge, and greater independence. Production will no longer rely on relatively involved quality inspection measures, nor will the team have to wait for the quality control department to move and measure larger parts and products. With the possibility of measuring parts whenever they want, at any point in the production process, production teams can perform better quality control themselves and as a result, make fewer mistakes.
Advanced Testing Considerations
At the other end of the instrumentation spectrum are extremely sophisticated tensile testing systems equipped with advanced testing software and ancillary instruments, such as extensometers. These testing systems are able to pull the sample under test at a very precise velocity to a precise target. Large data sampling helps produce high-resolution data for both force and distance or stress and strain, so that very accurate measurements can be taken, analyzed, and reported.
The latest systems in this category meet the requirements of research scientists, design engineers, and quality managers, and employ a simple methodology for creating a test, performing a test, analyzing test results, and managing test data. Applications include measuring stress, strain, load, elongation, extension, and time using tension, compression, flexural, cyclic, shear, and friction tests. Tests can be set up using internationally accepted testing standards from ASTM, ISO, DIN, TAPPI, and more, or a custom test method can be created. A wide range of results can be measured and calculated graphically including points, modulus, slopes, and intercepts, offset yield, min/max/avg, peaks and valleys, and many more.
This article was written by Mark G. Arenal, General Manager, Starrett Kinemetric Engineering, Inc., Laguna Hills, CA, and James M. Clinton, Product Manager for Force and Material Test Products, The L.S. Starrett Company, Athol, MA. For more information, visit here .

