
Medical devices require sensors that are miniaturized, highly reliable and integrated, cost-effective, hermetic, and biocompatible. By combining thin film technology with traditional flex circuit manufacturing technologies, substrates with enhanced properties can be manufactured and assembled using standard surface-mount technology (SMT) processes.
This article explores the use of liquid crystal polymer (LCP) as base material for sensors used in medical products. LCP is a chemically and biologically stable thermoplastic polymer that allows for the development of the smallest hermetic sensor modules with lowest moisture penetration available today with only inorganic packaging materials. Large-scale, automated production and inexpensive organic materials minimize costs.
Polymer Film Materials
LCP is a high-performance thermoplastic material with excellent thermomechanical behavior. It can be thermoformed (even as a complex multilayer flex with embedded thin film traces) to any desired shape. At room temperature, thin LCP films and fibers exhibit mechanical properties close to steel. The operational temperature for LCP circuits can reach 190 °C. Multiple, standard SMT reflow and soldering operations are possible. LCPs also provide low moisture absorption and chemical stability. It belongs to the polymer materials with the lowest permeability for gases and water. LCP can be bonded to itself, allowing multilayer constructions with a homogenous structure. Because of these properties, it can be used for housing and encapsulation. LCP adheres well to most materials, if the mating material is sufficiently rough.

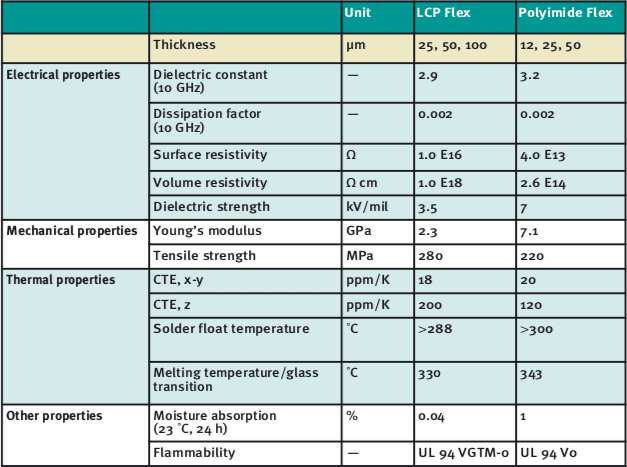
The standard materials used for high reliability flexible substrates are polyimides — thermoset polymers with high temperature and flexural endurance. Polyimides require adhesives for the construction of multilayer substrates, whereas LCPs do not require adhesives. Table 1 compares the properties of LCPs with polyimides.
Ultrathin Multilayer Substrates
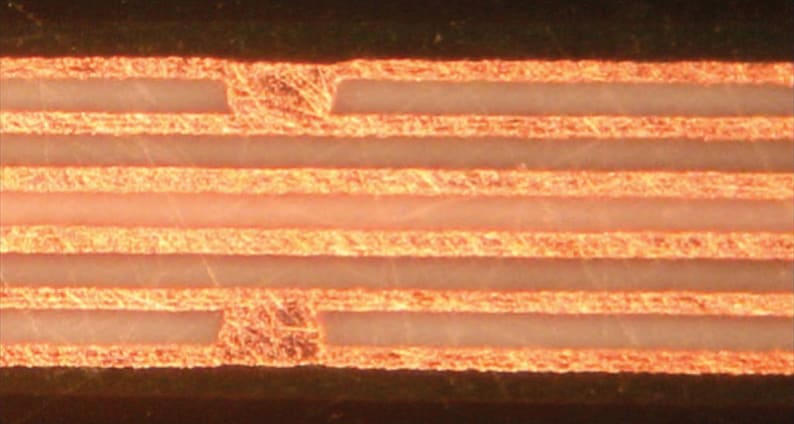
Standard printed circuit board (PCB) equipment and processes can be used to process LCP films. Multilayered substrates can be constructed with LCP films by laminating metallized and structured LCP cores with a lower melting point bond film (see Figure 1).
LCP substrates can be assembled with SMT components and sealed with heat-welded lids or frames from the LCP. This provides a homogenous, miniaturized, and hermetic housing. The combination of standard flexible substrate technology with the thermoplastic material properties is a huge advantage. LCP is the only thermoplastic material that is fully compatible with PCB and thin-film technology.

Trace Metallization
The standard metallization used on LCP is copper, and thus, it can be copper electroplated and structured using typical PCB processes. If materials other than copper are required, traces can be deposited by thin-film sputtering and are defined by photolithographic methods. All metals, alloys, or dielectric materials available for DC or RF sputtering can be deposited. These materials can be used in combination with copper structures for interconnecting.
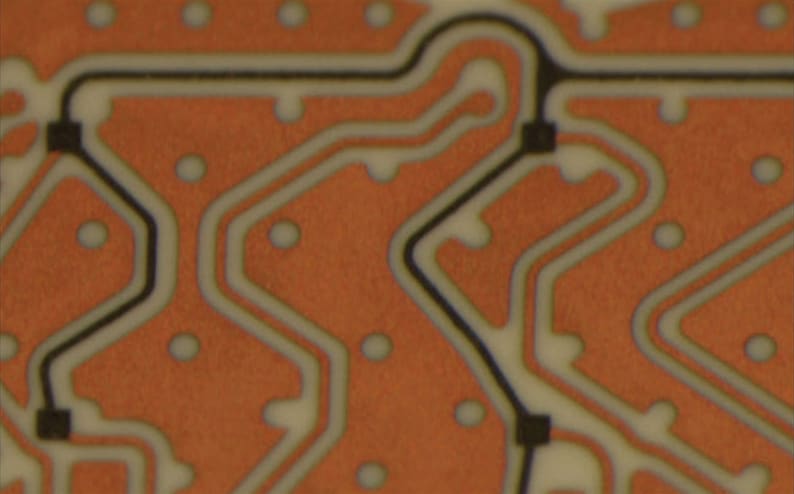
Standard surface finishes suitable for SMT reflow and for attaching connectors can be used on the copper structures. The minimum trace resolution for thin-film sputtered traces are about 15 µm, and for standard copper traces, the minimum trace resolution is 25 µm. Thin-film thicknesses range from a couple of 10 nm to a few micron. In some cases (i.e., pure Au traces), increasing the sputtered layer thickness with an electrolytic process to a higher thickness (i.e., up to 15 µm) is also advantageous (see Figure 2).
Thin-Film Resistors and Thermocouples
Thin-film resistors are made from sputtered resistive materials with sheet resistances between 1 and 5 Ω/□ with a temperature coefficient of 300 ppm/K (see Figure 3). While thermistors provide an absolute temperature reading, thermocouples with a constantan/copper transition can measure temperature differences with a thermoelectric coefficient of 42 µV/K (see Figure 4).
Silicon Die Embedding

Semiconductor dies can be embedded between substrate layers to encapsulate them from the environment. The semiconductor pads are connected through laser-drilled, electroplated vias to a redistribution and fan-out layer on the next LCP layer. Standard aluminum pads on the silicon die are contacted through a thin sputtered interface layer to the copper vias. Via dimensions and registration tolerances are compatible with typical semiconductor pad layouts and dimensions (see Figure 5).

Silicon sensors dies, such as MEMS pressure sensors, laser diodes, or photodiodes, need to be exposed to the outside in order for the medium to access the sensor surface. This can be accomplished by removing the LCP material in the area over the sensor surface (see Figure 6).
Module Encapsulation
In some cases, more than a few SMT components need to be assembled together. In these cases, embedding might not be a viable option, so solder reflow can be used to assemble them. Leads from temperature-sensitive components can be resistance welded to LCP. In order to achieve the smallest possible module size, the substrate should be assembled only single sided (see Figure 7).

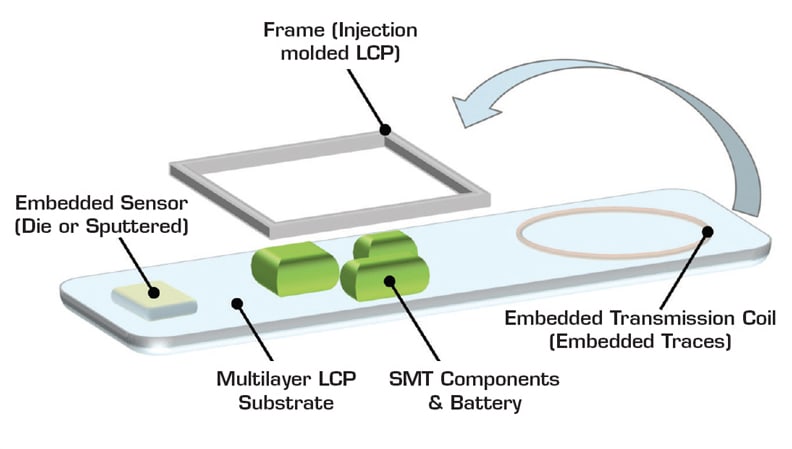
In its inner layers, the LCP substrate can contain embedded, sputtered sensor structures (e.g., the thermocouples shown in Figures 3 and 4) or an embedded silicon die (e.g., as shown in Figure 5). An injection molded LCP frame is positioned over the substrate to cover the height of the assembled components. The remaining substrate is bent over the frame to form the cover. In such a configuration, the LCP substrate forms the bottom and the cover of the module and the frame the side walls. The thickness of the walls will be as little as 0.15 mm (see Figure 8).

By placing thin heat conductor traces on the top layer of the LCP substrate, the frame or lid can be locally welded to it. Such heat conductors can be heated precisely with an electric current to melt locally the LCP material of the frame and the substrate. If done properly, any interface between the different layers of LCP material are completely removed at the periphery of the module. No paths are left for electro migration remaining that could limit the hermeticity of the module (see Figure 9).
Long-Term Testing for Hermeticity in Liquids
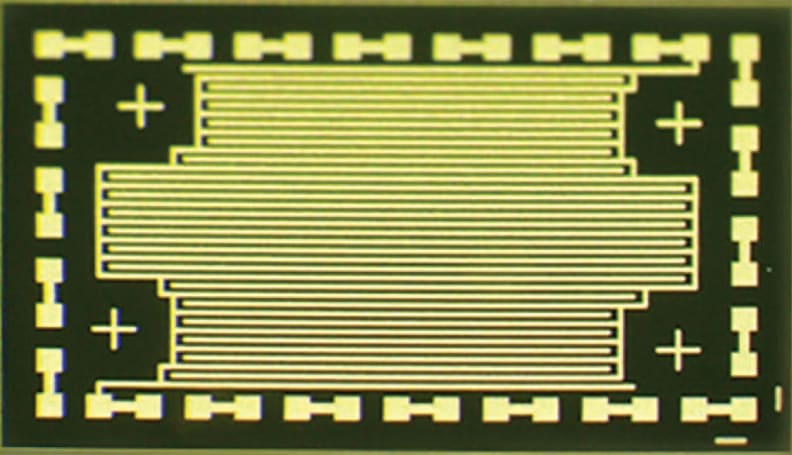
Soak testing in liquids at elevated temperatures was used to evaluate the long-term performance of components embedded into LCP. A test chip with a moisture-sensitive, interdigitated structure on the silicon surface was embedded into an LCP substrate (see Figure 10).
The embedded test chip was put into small beakers and soaked with either PBS (phosphate buffered saline solution) or 80 percent sulphuric acid at 50 °C. The resistance of the interdigitated structure on the test chip was measured over a period of 11 months (still ongoing) to detect any kind of moisture incursion into the LCP package. No resistance below the threshold of the instrument (10 GΩ) could be detected.
Conclusion
Miniaturized smart sensor modules for medical applications can be fabricated from LCP substrates using conventional flex circuit thin film and standard assembly processes and equipment. Passive structures have shown feasibility for long-term stability in aggressive environments based on soak testing.
Structures with embedded die show promise for stability after >11 months PBS and sulfuric acid soak testing. These results demonstrate that a new material set comprised of LCP is feasible for producing complex structures for smart sensor modules in medical applications.
This article was written by Dr. Eckardt Bihler, Business Development and Program Manager for sensor applications; Dr. Marc Hauer, R&D and Engineering Manager; and Birgit Neubauer, Product Engineer, for Dyconex, an MST company, Bassersdorf, Switzerland. For more information, visit here .

