

Heat shrink tubing benefits medical devices and applications in many ways — by serving as a protective covering, as insulation for electrical wires, or by aiding with component bundling and manufacturing. Of the three major types of heat shrink tubing materials, only one, polyolefin-based heat shrink tubing, is capable of high shrink ratios, excellent fit, compliance and thin walls. This article covers the basics of heat shrink tubing and its use in medical device manufacturing, focusing on the benefits of polyolefin-based heat shrink tubing, and reviewing critical considerations the medical device design engineer needs to evaluate in order to choose the best solution for a specific application.
Understanding Materials
Three main material families are primarily used in medical-grade heat shrink tubing applications: polyolefins, polyester (PET), and fluoropolymers such as PTFE and FEP. Fluoropolymers are generally chosen for their high temperature resistance. They also create a smooth surface finish on the substrate when the heat shrink tubing is removed after reflowing. For example, a device manufacturer may build up a braided catheter with an inner layer of a polymer, a middle layer of a wire braid, and an outer layer of another polymer, intending to create a single shaft. The inner and outer layers would bond together, encapsulating the braid in the middle.
This is accomplished by applying either FEP or PTFE heat shrink tubing to the assembled shaft. The assembly is then exposed to high temperatures and the heat shrink tubing shrinks, melting the polymers beneath it and adding the compressive force needed to bond the inner and outer layers together. The heat shrink is then removed and discarded. Fluoropolymer heat shrink is very lubricious, and after removal, the resulting outer skin of the catheter tubing is very smooth.
Because PET heat shrink tubing has very high dielectric strength, it’s a logical choice for applications that require insulation of electrical wires. PET can offer very thin walls and is known for its high tensile strength. When specifying a PET heat shrink for an application, the design engineer should specify a heat shrink close to the final diameter of the product, as PET performs better at lower shrink ratios.

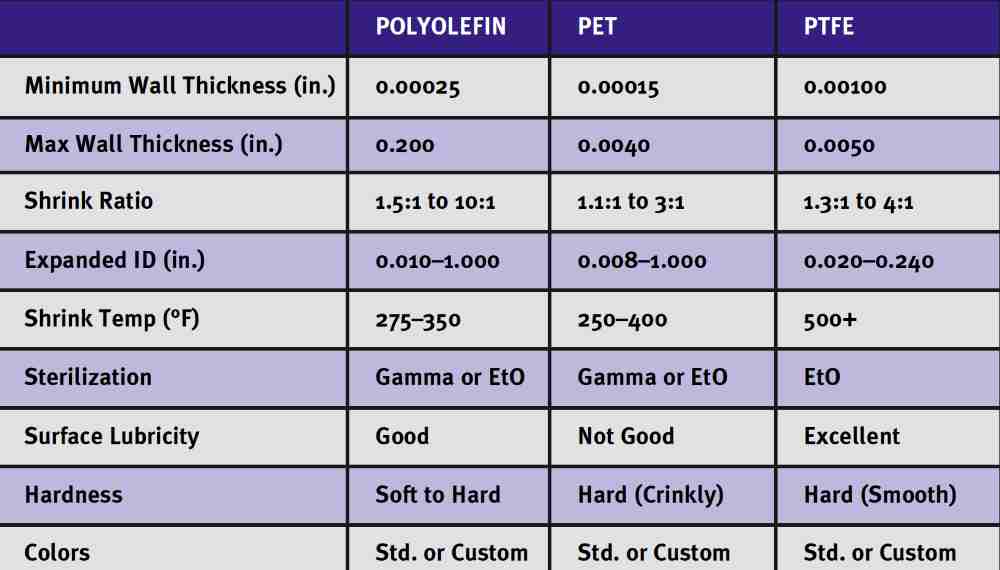
Polyolefin offers the greatest shrink ratio of the three material options, followed by fluoropolymers and then PET. Polyolefin heat shrink ratios vary from 1.5:1 to 10:1, although it is not unusual to see them in the 4:1 range. In some applications, the shrink ratio can be in excess of 10:1. This makes it ideal for products that require coverage over varying diameters. For PET, the shrink ratios will vary from 1.1:1 to 3:1. For fluoropolymers, the shrink ratio will typically range from 1.3:1 to 4:1.

In addition to high shrink ratios, polyolefin shrink tubing exhibits low recovery temperature, making it suitable for use in low-temperature applications to avoid damaging the components (such as electrodes) beneath the shrink tubing. It also offers good surface lubricity and can produce very thin expanded walls with high compressive strength.
Because polyolefin heat shrink tubing can have high expansion ratios, it can be utilized across varying diameters of a device. An example would be when the diameter of a device changes from 10 Fr to 3 Fr along a 4-in. transition, and the heat shrink tubing must make the same transition. Polyolefin heat shrink tubing also offers excellent concentricity, flexibility, and thin-wall construction. It is best suited for applications that require low-temperature shrink and flexibility. Table 1 provides a comparison of polyolefin, PET, and PTFE materials.
Advantages of Polyolefin
Polyolefin is a superior choice for heat shrink tubing because of its high shrink ratios, excellent fit, compliance, and thin walls. Polyolefin is available in several different formulations:
LDPE — Low-density polyethylene
HDPE — High-density polyethylene
LDPE with EVA
LLDPE — Linear low-density polyethylene
The addition of EVA makes the tubing softer, more supple and easier to expand to high shrink ratios at lower levels of EVA content. EVA concentrations can vary but typically range between 6 and 28 percent. The higher the EVA content, the softer and more supple the tubing will be. One drawback is that the heat shrink tubing sometimes becomes tackier and has lower shrink ratios.
Shrink and mechanical properties can differ even more if you blend two or more polyethylenes together to achieve desired physical properties. The blending will require an extra step to compound the materials, and the manufacturer must be careful to ensure homogeneity of the blend prior to producing the base tubing, so the tubing expands consistently after the irradiation step.

Design Considerations
Once you choose your ideal grade of polyolefin, it’s important to choose the right partner to help you optimize your design for manufacturability. Look for a company with extensive experience in the design and development of successful polyolefin heat shrink tubing applications, and request samples of their work. Ideally, the partner will carry standard samples with varying diameter ranges that allow for testing in a particular application.
The final heat shrink tubing will likely need to be customized in some way, but using samples is an economical means for the device engineer to determine whether a specific type of heat shrink tubing will work for their application and what the optimal dimensions should be. When designing heat shrink tubing, engineers should consider the following factors.
Impact of Design on Cost. The final design of the heat shrink tubing is the greatest cost driver. If the tubing has very tight specifications that require a high level of inspection, the cost of the final product will increase. Or, if the tubing has extremely thin expanded walls, the tubing may need to be inflated during shipment, or it might collapse on itself and be difficult to use. The inflation step is a manual process, which can also increase the final cost of the tubing.
Expanded ID. Larger diameters and thin expanded walls require greater expansion ratios. Tolerances for ID vary based on expansion ratio and wall thickness. Most of the time the expanded ID is specified as a minimum. It’s difficult to achieve small expanded ID and thin walls because that requires the base tubing to be extruded. The thin walls may stretch during irradiation, causing dimensional fluctuations on the tubing.
Recovered ID. Specified as maximum recovered ID. The tubing will shrink below the maximum if free shrunk (no restriction). When free shrunk, the ID will recover to almost the ID of the base extrusion but will typically be 0.001–0.002 in. greater than the ID of the base tubing. The larger the full recovery ratio (expanded ID/free recovered ID) the greater the compressive force. Compressive force is affected by the actual recovered diameter, which may be greater than the fully recovered diameter. Example: Tubing has a free recovered ID of 0.020 in. and is expanded to 0.100 in. The smaller the recovered diameter, the larger the compressive force.
Length. Length tolerance will vary but typically will need ±0.100 in. Upon recovery, the tubing will also shrink longitudinally. Keep in mind the need to order lengths that are longer than their final desired length to account for the longitudinal shrink. Typically, the length shrinkage will be between 25 and 40 percent but is dependent on many factors, such as shrink ratio.
Storage Condition. While most polyolefin heat shrink tubing is ordered for immediate use, some may choose to order product to be used at a future date. Storage condition is very important because if heat shrink tubing is not stored in a temperature-controlled area (not to exceed 140 °F), the tubing may start to exhibit some shrinkage.
Adding Color. Heat shrink tubing can be colored for identification or aesthetic purposes, such as to cover a joint or to provide a smooth transition between a tube and a connector.
Manufacturing Polyolefin Heat Shrink Tubing
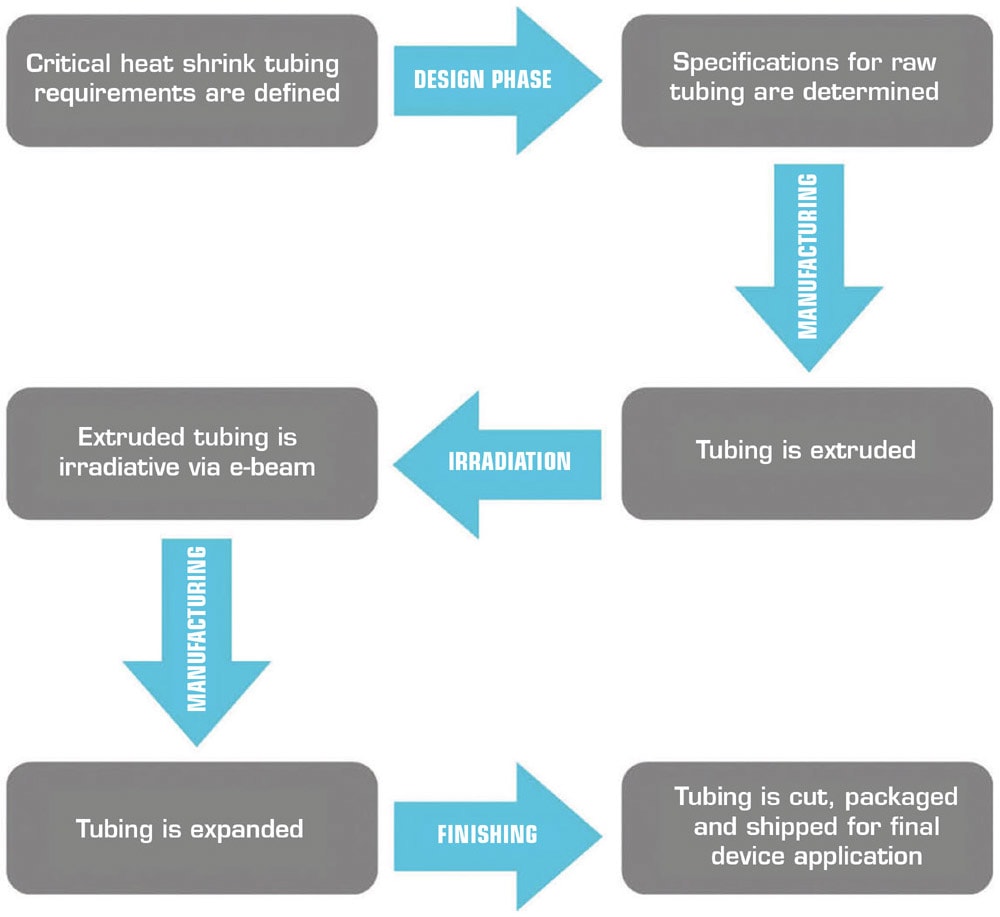
Once the heat shrink tubing is designed, it is then extruded to very tight tolerances. Extruding to precise tolerances is imperative to ensure the expanded dimensions will consistently meet the critical requirements.
Once it is extruded, the tubing is crosslinked via electron beam irradiation. The irradiation step causes cross-linking of the chemical backbone of the tubing, strengthening it and giving it the memory characteristics required for the heat shrink process. During development, the irradiation step is an iterative process until the appropriate dosage of radiation is determined to meet the unique product specifications. If the tubing is over-irradiated, it won’t expand large enough to achieve the minimum expanded diameter required. And if the tubing is under-irradiated, it will over-expand and will be larger than the required expanded diameter.
After completing the irradiation step, the heat shrink tubing is then expanded in either a continuous or a discrete method. The proper expansion method depends on the desired size and expanded wall thickness of the tubing. For large, thin-walled tubing, a discrete expander is the ideal choice because of the delicateness of the walls. For example, a tube expanding from 0.020 to 0.200 in. with an expanded wall thickness of 0.0002 in. will not be suitable for a continuous expander because the walls are so thin that they may burst during the expansion phase. The diagrams in Figure 1 illustrate the extrusion, irradiation, and expansion processes.
Ensuring Success for Your Heat Shrink Tubing
With a high shrink ratio, low recovery temperature, and good surface lubricity, polyolefin offers distinct advantages for heat shrink tubing. It is the ideal material for use with transition tubing, electrodes, and other applications that require extreme flexibility, thin walls and/or low temperature shrink.
During development of heat shrink tubing, it is important to consider the cost implications of the design — especially with regard to expanded ID, recovered ID, length, and storage needs. Manual processes and tight specifications requiring careful inspection will increase the cost of the final product, so it is important to determine tolerance requirements up front. An extrusion expert can help ensure design for manufacturability.
This article was supplied by Lubrizol Life Science, Cleveland, OH. For more information, visit here .

