

When the COVID-19 pandemic grounded much of the U.S. aerospace business in 2020, Web Industries, a Massachusetts-based contract manufacturer, was forced to improvise. The business shifted its attention and resources from aerospace, the company’s largest profit center, to its medical sector, which had experienced a surge in demand.
The transition proved a daunting challenge. It meant transforming virtually every aspect of the company’s operations, from infrastructure to technology, logistics to staffing — all while establishing strict guidelines to prevent infection and keep employees safe. Web reinvented itself and scaled up to produce vast quantities of lateral flow immunoassay (LFI) antigen tests and personal protective equipment (PPE) in a matter of months. Its story offers pointers for other companies considering a similar transition.
Adapting to Changing Market Forces
The story begins with the pandemic’s bringing air travel to a halt and devastating the aircraft manufacturing industry. As a result, the company suffered a slump in its aerospace unit, which fashions materials for parts in aircraft interiors, engines, wings, fuselages, and other structural elements. The slump triggered Web’s turn to the medical sector. Despite the challenges, the company had a solid foundation on which to build. It was one of the few U.S.-based contract manufacturers with a network of domestic factories capable of processing the type of flexible materials used in diagnostic tests. Plus, its medical business featured an LFI competency, established in 2014.
Web consulted first with potential supply partners and identified a new opportunity in the medical field: producing rapid LFI antigen test devices. Antigen tests are one of the two main diagnostic tools used to detect COVID-19 infections, along with molecular RT-PCR tests. Speed and ease of use are LFI antigen test hallmarks. The antigens recognize proteins on the virus’s surface by sampling a nasal or throat swab. They can be administered and read close to the point of care. Results appear within 15–30 minutes. In contrast, RT-PCR tests require specialized laboratory processing and can take a few hours up to an entire week for results.
As with vaccines, diagnostic tests usually take years to design, develop, and earn approval. But under Emergency Use Authorizations (EUA) from the U.S. Food and Drug Administration (FDA), Web and its partners were able to move forward much quicker. The company faced a tight deadline — 12 weeks — to complete the first stage of test development.
Phase One: Proof of Concept
Web invested millions in its Holliston, MA, LFI facility to accommodate rapid antigen test device production and reassigned engineers and technical staff from the aerospace division to Holliston. The relocated employees brought with them experience in converting flexible materials and working in a regulated industry to manufacture the critical components for antigen test devices. At the same time, the company began a massive recruiting effort to hire hundreds of new employees to fill manufacturing positions.

The ramp-up in test production occurred in two phases. Phase one entailed building capacity, mostly manual, to scale to 1 million devices per week. Phase two involved full automation of all processes and high-volume production to exceed 2 million test devices per week. Web, with its supply partners and strong support from its OEM partner, built a solid supply chain and procured the necessary automation to support this volume’s production of antigen test devices. The production process also adhered to exceptional quality standards and took place in an FDA-regulated environment.
The COVID-19 antigen test kit contains a plastic cartridge housing an LFI test strip; a collection swab; positive and negative control swabs; and a tube filled with reagent fluid that also works as dropper. During use, the sample swab is inserted into the tube and mixed with the reagent solution. Fluid from the tube is then dispensed into a designated well on the test device. The fluid flows across the device’s treated sample pad, prompting a chemical response to the specimen. Trained clinicians then insert the test into a portable test-reading device to obtain the results.
The initial development phase was mainly a batch process involving separate manual operations. During this phase, the lateral flow strips were cut using offline cutting machines. Multiple layers of material were aligned and laminated together. Assembly technicians then manually inserted the laminated strips into the test cassettes. It was a labor-intensive process, but over the next few weeks Web steadily increased its test kit output, and within just 12 weeks, Web produced 12,000 devices, meeting its OEM’s time to market. This was confirmation to Web and its OEM partner that the project was viable and could be successfully scaled to high-volume production.
Taking Precautions
A challenge to scaling from an initial volume of 12,000 to a million per week was ensuring the safety of all employees. Preventing COVID-19 infections among on site-based employees was critical. Workers’ health was paramount. From the pandemic’s start, a team of 14 Web Industries’ employees met every day, seven days a week, via Zoom to develop an infection-prevention strategy. Relying on guidance from the Centers for Disease Control and Prevention, the team identified and implemented best practices at all company locations.
Social distancing and masking were mandated, and temperature checks were required whenever an employee or visitor entered a Web facility. The team also developed procedures for necessary actions in case of an infection, including rules on quarantining workers and cleaning affected areas. The group continues to meet regularly to review prevention practices.
Phase Two: Full Automation
After the initial market push, Web scaled to full production. This entailed not just incremental changes, but a total transformation of operations and processes. It meant producing millions of antigen tests per week, rather than thousands.
To accommodate full automation, Web repurposed and added thousands of square feet at its Holliston facility. This included more space for dry rooms needed to maintain the right test production humidity. The company also obtained additional offsite warehousing to store test materials and components and installed a new enterprise resource planning (ERP) software suite, which consolidated many business functions including production, distribution, finance, and supply chain. The ERP system keeps close track of data needed to meet FDA record-keeping requirements.
Web acquired capabilities that facilitated conversion from manual operations to completely automated production. These included pick-and-place machines, machine vision cameras, and check-weigher systems. The equipment is now linked together and integrated seamlessly on the factory floor. The company automated each production step, including reagent deposition, lamination, test strip cutting and placement, and packaging.
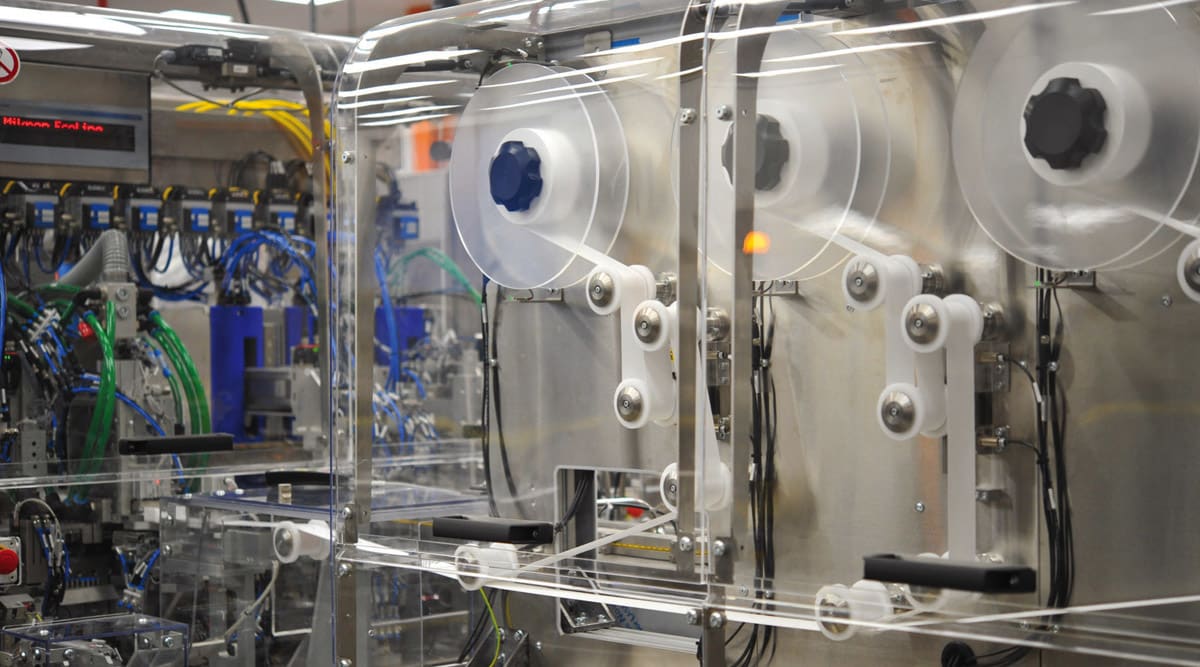
In simplified form, the production process works as follows: After large batches of reagent and conjugate are made according to the test recipe, they are deposited onto test strip materials via precision spraying or coating. Automated reel-to-reel machines precisely align and laminate the treated materials. Cutting machines, formerly offline, were brought online and integrated with pick-and-place machines. These lightly grasp and accurately insert the lateral flow strips into the test cassettes. Accurate placement is necessary for the test to function properly. Camera systems automatically verify the correct positioning of the strip.
Once completed, the kits are fed horizontally into a flow wrapper and securely packaged in foil pouches, with each pouch identified by product information labels. Another camera system scans each printed label and verifies that the information is correct and meets FDA requirements. The automation made possible high-volume production. By early 2021, the company reached a key milestone: several million antigen tests per week produced, packaged, and shipped to its OEM partner.
In addition to technology issues, the production ramp-up also resulted in personnel-related challenges. Web’s HR department assisted employees in transferring to Holliston from other Web facilities. HR also scoured the country for new employees with specialized skills. It was difficult, for example, to find workers with experience operating automated pick-and-place machines. Often, new or current employees had to be trained in the requisite skills. Holliston’s workforce grew at an exponential rate. In less than a year it increased tenfold, from about 50 to over 500 employees.
More Changes
Making Medical Gowns. Elsewhere, Web facilities geared up to supply PPE. The Ft. Wayne, IN, plant was configured to meet the demand for nonwoven materials for protective gear for healthcare professionals. When gown-demand eventually outstripped available capacity, the company employed its machinery and expertise for aircraft engine and satellite components at facilities in Vermont, Georgia, and Texas to craft medical gowns.
New Testing Era. To date, Web’s OEM has shipped rapid LFI antigen tests for COVID-19 to dozens of U.S. nursing homes, schools, government agencies, and other settings for administration to thousands of people. The tests inform individuals of their infection status within 15 minutes. The success of rapid tests and other innovations spurred by the pandemic will likely usher in new generations of tests for various diseases, tests that can be purchased over the counter and administered at home.
The future might bring more challenges for the company. After the COVID-19 virus runs its course, new applications for diagnostic testing are sure to arise. Some experts have stated that the pandemic moved forward the acceptance of diagnostic testing by 10 years. The acceptance of LFI antigen test has opened doors for more infectious and non-infectious disease tests. Additionally, demand for PPE will likely recede, and PPE manufacturing and engineering resources will be adapted to yet unknown applications.
Likewise, when the aerospace industry rebounds from the downturn, the company is prepared to support the uptick in demand from the commercial aerospace market. Maintaining its core competency during this downturn is critical to ensure that Web meets its customers’ needs.
This article was written by Kevin Young, Vice President of Corporate Development & Medical, Web Industries, Marlborough, MA. He can be reached at

