
Battery-powered, highly portable oxygen concentrators are a growing trend in patient mobility, enabling more and more oxygen-dependent patients to leave behind bulky home oxygen concentrator systems; larger, older “portable” concentrators; or oxygen tanks for hours at a time. But creating and building devices with high oxygen capacity in a size and weight easily managed by an oxygen-dependent individual remains a major engineering challenge.
When it comes to the capacity of an oxygen concentrator, size and weight still correlate strongly with output. Patients with moderate or serious lung disease who require a high and continuous flow of oxygen remain reliant on bulky, home-based units, larger portables, or on oxygen tanks when they venture out. So, although ultra-portable units offer great convenience, their current and relatively limited outputs - pulsed outputs of 0.75-1.5 standard liters per minute (slpm) - are too small to serve many oxygen-dependent patients.
But that limitation is gradually changing. Making this change requires concentrator manufacturers and component suppliers to dramatically miniaturize, lighten, make more rugged, and reduce power consumption to create ever-smaller devices with ever-larger outputs. While the plug-in, cabinet-sized home units can weigh 40 lbs or more, portable and ultra-portable concentrators must pack all the same basic componentry into battery-powered packages that weigh 15, 10, or as little as 4 or 5 lbs. Even as the latest ultra-portables have been whittled down to the size of a large purse - already a wonder of miniaturization - the design trend is for these portable concentrator devices to become ever smaller.
The market is there - and it’s growing. Months ago, even prior to the coronavirus pandemic, industry watchers forecast that demand for small, portable oxygen concentrators will nearly double from 180,000 units today to an estimated 300,000 by about 2025. That number is sure to swell further to include coronavirus survivors with respiratory damage that makes later-life oxygen treatment more likely.
Inside an Oxygen Concentrator
Oxygen concentrators were developed on a simple premise: If atmospheric air is 78 percent nitrogen and about 21 percent oxygen, why not build a device to remove the nitrogen content, “concentrate” the oxygen, and simplify the act of breathing?
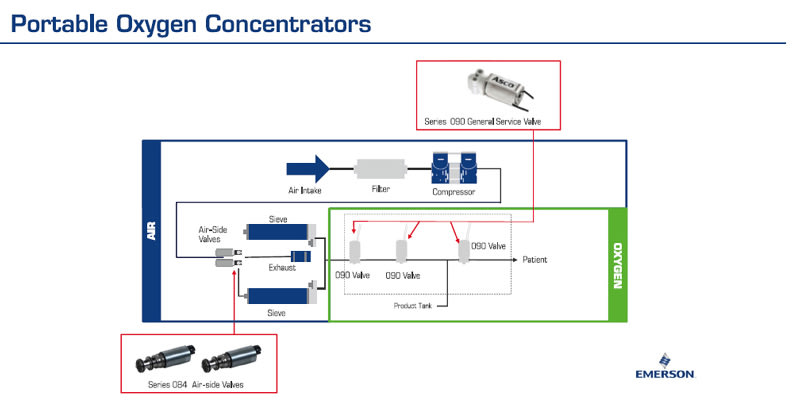
To that end, many portable concentrators share common design principles (see Figure 1). Intake air is drawn through a filter and pressurized using an air compressor before being pushed through a process-switching valve to one of multiple circuits, each of which contains a nitrogen-adsorbing sieve bed. During the intake cycle, pressurized air is pushed through the sieve bed where nitrogen is adsorbed. The remaining, concentrated oxygen is then routed to the “product” tank to be held for patient demand and consumption. Then, the circuit is reset for another input cycle via a boost of oxygenated air through the pressure equalization valve to remove the accumulated nitrogen by exhausting this nitrogen from the sieve bed. The two circuits alternate this process to continually replenish the oxygen supply in the product tank.
Now that concentrated oxygen has been stored in the product tank, a “delivery” valve will control the flow of this oxygen to the patient with either continuous flow or on-demand pulse flow. The delivery valve is necessarily restricted in size, since it is typically built into a space- and weight-constrained manifold, where it may share space with other miniature solenoid and check valves as well as bidirectional flow orifices.

From a design standpoint, the oxygen flow through the delivery valve currently poses a challenge for concentrator makers in addition to these size and weight challenges. In these valves, every feature - orifice, fluid path, curvature, sealing surface - presents a flow-reducing limitation on oxygen delivery. So, as every component of portable concentrators continues to miniaturize and improve in capability, delivery valve technology has posed a bottleneck, with concentrators generating more oxygen than can be delivered to the patient.
A New ‘Free Flow’ Delivery Valve

Recently, when considering requirements for a new generation of even lighter, higher-capacity ultra-portable concentrators, a manufacturer asked a team at ASCO Emerson to create a new miniature high-flow oxygen delivery valve as part of an even smaller, lighter, and highly efficient valve manifold. The basis for the new delivery valve would be a proven product - ASCO’s own Series RB Miniature Solenoid valve. The catch, however, was that the new delivery valve would have to fit on an even smaller footprint - a base of just 10.8 mm to the RB’s 15.2 mm - yet deliver 130 percent of the RB’s oxygen flow, equivalent to 30 slpm at just 10 psi (see Table 1).
With the help of advanced design software, the team began modeling valve concepts that accentuated free flow. Within the smaller valve body, orifices were expanded, flow paths were widened and simplified, and flow resistance was reduced. At the same time, the concepts were evaluated for manufacturability, specifically the ability to injection mold them precisely and repeatably. All the while, the flow coefficients associated with each valve body concept were measured and compared.

Within months, the team selected the optimal design, and the ASCO Series 090 miniature solenoid valve was born. This next-generation valve is a 10.8 mm micro-solenoid valve with an outstanding flow coefficient (Cv) of 0.077, giving it an oxygen delivery capability equal to 30 slpm at 10 psig and the highest flow rating in any commercially available valve of less than 11 mm in width. This makes it truly the first miniature solenoid valve specifically optimized for use in lightweight, portable oxygen concentrators. Unlike previous delivery valves that sacrificed flow capacity in exchange for light weight and compact size, the Series 090 valve blends all three into a new design with long-life reliability.
Despite the need to increase the flow-to-size ratio, the power consumption of the Series 090 valve compares favorably with that of its predecessor. To compensate for the smaller valve driver, the normally closed Series 090 uses a two-step, “spike and hold” voltage for actuation - a short spike to allow flow, followed by a low-power hold until the signal is removed and the valve closes. Overall power consumption for this smaller valve is slightly increased relative to Series RB in exchange for the 30 percent increase in oxygen flow capability.
Conclusion
Currently, portable oxygen concentrators have a ceiling of about 3 liters per minute of continuous flow, due in part to the limitations of low-pressure oxygen delivery valves. Development of an extremely compact, reliable, high-flow miniature solenoid valve that increases the maximum level of oxygen delivery - with a flow coefficient of up to 0.077 Cv - eliminates this barrier, helping to open the way to a new generation of extremely lightweight, high-flow portable oxygen concentrator designs capable of serving a broader range of oxygen-dependent patients.
This article was written by Josh Newton, Global Product Marketing Manager, Analytical and Medical Segment, Emerson, Florham Park, NJ. For more information, visit here .

