
For any supplier in the medical device manufacturing industry, sustainable success requires an ability and a willingness to bring customers’ ideas to reality. There are often innovative, potentially life-saving projects that are delayed or even abandoned due to limitations on the manufacturing end. However, many specifications that seem impossible to meet can be achieved with persistence, collaboration, and dedication to customers’ ideas.
The Challenge
Pelham Plastics, a manufacturer of numerous complex medical devices, specializes in injection molding. This includes overmolding, a process by which plastic is molded on top of a prefabricated component of similar or different material type. The bond formed through overmolding is stronger than that of gluing procedures; but if the materials are chemically incompatible, the product may be susceptible to leaking.
This problem arose in a recent Pelham Plastics R&D project, in which a nylon Luer is overmolded onto an FEP extrusion. Due to the fact that the end device is a catheter, the customer has determined that the components must meet a leak test specification. This presented a challenge, as the nylon and FEP materials are incompatible and the overmolded bond could not prevent leak failures.
Trials and Errors
This type of issue can be mitigated through abrasion of the material, as roughening the substrate (the FEP extrusion, in this case) in the radial direction allows a mechanical bond to form between the incompatible materials. However, abrasion processes are typically manual, and thus dependent upon an operator maintaining consistent pressure, technique, and focus. During development of the overmolded Luer project, variance between operators caused leak failures to persist.
The Solution
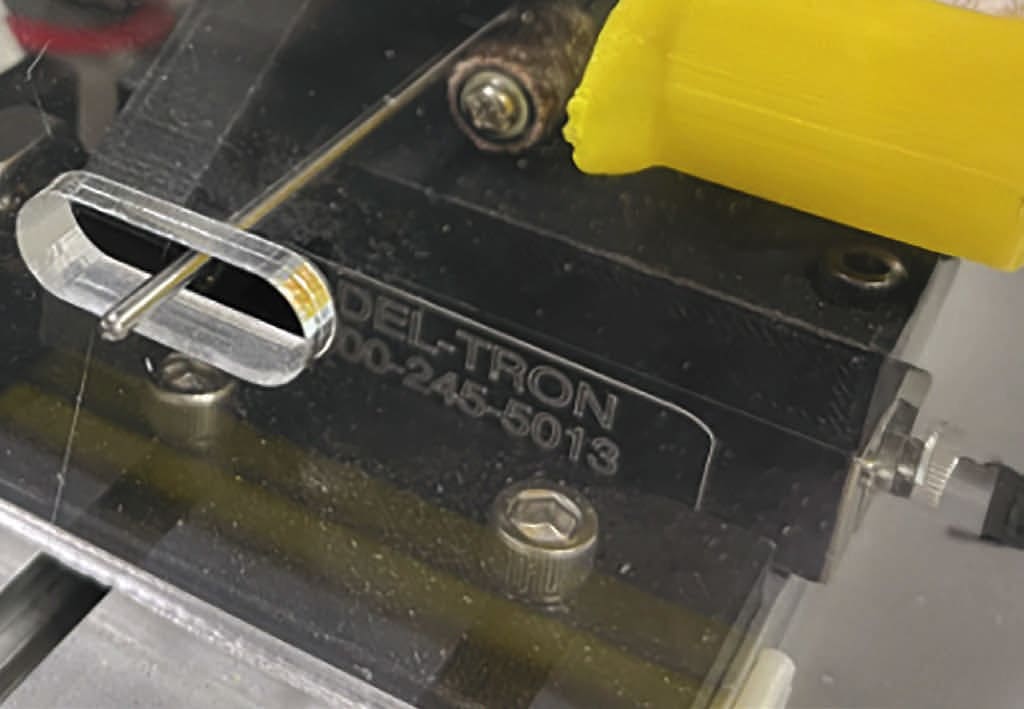
In order to minimize operator influence on the process, the engineering team at Pelham Plastics developed a fixture that roughens the FEP extrusion tip in a consistent manner through the use of semiautomation. First, the operator loads the FEP shaft onto a mandrel, which supports the ID of the extrusion. The operator then presses a switch that activates the semiautomation sequence. A pneumatic cylinder then pushes the extrusion into the grinding bit of the lathe at a constant force (set by a pressure regulator) for a set period of time.

The speed of the air cylinder is controlled using flow control valves, while the pushing/force time is controlled using a PLC. While the roughening occurs inside the fixture housing, the operator simply must rotate the proximal end of the extrusion against the direction of the lathe. The operator then removes Because all equipment setup and parameter verification occurs prior to beginning production, the only manual operator actions are loading/removing the extrusion and rotating the proximal end during grinding. Abrasion pressure and speed is controlled by the machine, so only rotating the extrusion in the wrong direction would cause improper roughening. With proper training and documented work steps, operator-based variation in the process is minimized.
Conclusion
The engineering team has proven to be successful in mitigating leak failures through semiautomated abrasion of the FEP shafts. The consistency with which extrusions are roughened has allowed for a stronger bond between Luer and shaft during the overmolding step. This, in turn, has enabled Pelham Plastics to meet the customer’s leak test specification for their catheters.
The development of the grinding machine was a complex task, requiring ample hours and engineering trials to complete. Pelham Plastics and its customer displayed excellent collaboration and persistence to meet the challenge at hand. In a field where product quality is the only way to ensure patient safety, this level of commitment can make all the difference.
This article was written by Kevin Crowell, Technical Writer, Pelham Plastics, Pelham, NH. For more information, visit here .

