
Titanium found its initial use in aircraft because it is strong but light. Today, it’s found everywhere, from eyeglass frames and jewelry to sports gear, tools, surgical and dental implants, and prosthetics. What’s making this manufacturing explosion of titanium parts possible is additive manufacturing, or 3D printing. Printing titanium alloys reduces waste and costs while enabling a wide range of designs. However, the powder-based printing methods used for titanium alloys also increase porosity in the final product, which can decrease the material’s resistance to fatigue, leading to breakage.
To understand the cause of porosity in 3D-printed titanium alloys and combat the increased breakage, a team of researchers from Carnegie Mellon University, Pittsburgh, PA, approached the U.S. Department of Energy’s Argonne National Laboratory to apply intense synchrotron X-rays and a rapid imaging tool known as microtomography at Argonne’s Advanced Photon Source (APS).
By inspecting Ti-6Al-4V, the most common titanium alloy, at the micron-scale, researchers were able to quantify the number, volume, and distribution of pores in samples of the metal printed using a range of parameters. Additively manufactured Ti-6Al-4V includes six percent aluminum and four percent vanadium and is popular in the biomedical industry where speed of manufacture and unique designs are important.
For 3D printing, metals are usually atomized into powders first. Ti-6Al-4V powders are printed by using either selective laser melting or electron-beam melting (EBM), which uses the high power and penetration of electrons to melt the powders layer by layer, heating and compressing them into the desired structure. (See Figure 1)
As the powder heats, gases trapped in the material can create pores like bubbles that are pinpoints of structural weakness. These pores can be anywhere from a few microns to a few hundred microns in size and are not distributed uniformly throughout the material. With Argonne’s APS, the researchers were able to observe hundreds or even thousands of pores at a high resolution of about two microns.
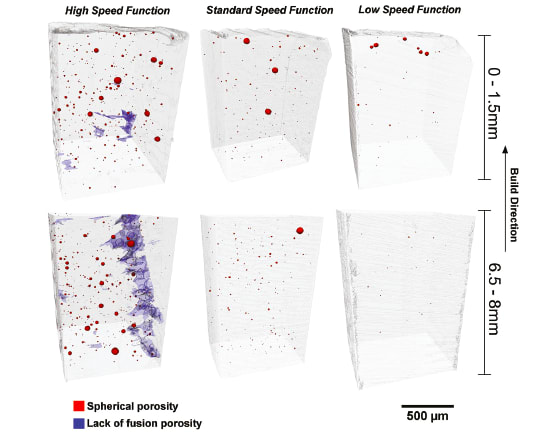
The team’s goal was to examine several samples printed at different specifications, including changes in electron beam power level, speed, and spacing. They expected that there would be a “sweet spot” at which they could set printing parameters to significantly reduce or eliminate porosity by controlling the size of the melt pool. By decreasing the power level, the melt pool becomes too small, which could leave unmelted powder, creating porosity. However, they explained, increasing power level too much, risks creating deep holes, called keyholes.
With a commercial EBM machine, the team printed five cubes of Ti-6Al-4V with melt pools ranging from four times to one-fourth the area of the relative melt pool. The larger the melt pool, the slower the speed function. Then they extracted 1-by-15-millimeter samples for imaging. They also imaged a sample of preprinted powder. For each Ti-6Al-4V sample, 1,500 images in 2D were scanned in just 2 minutes.
When they quantified pore shape, volume, and distribution for all of the 3D-printed samples, what they discovered was that there was no sweet spot for flawless printing Ti-6Al-4V. Porosity was present in every piece. While printing parameters did significantly impact porosity, they did not eliminate it.
For more information, visit www.anl.gov .

